-
-4 14
气功系统工作原理与液压系统工作原理类似,由于气动装置的气派容易获得,且结构简单,工作介质不污染环洗,工作速度快,动作频率高,因此在数控冲床上也得到广泛应用,通常用来完成频繁启动的辅助工作,如机床防护门的自动开关,主轴锥孔的吹气,自动吹屑,清理定位基准面等。
...
-
-4 9
在数控系统的操作面板和手持单元上均设有急停按钮,用于数控系统或数控冲床出现紧忽情况时,需要使数控冲床立即停止运动或切断动力装置(如伺服驱动器等)的主电源。当数控系统出现自动报警信息后,需按下急停按钮,待查看报警信息并排除故障后,再松开急停按钮,使数控系统复位并恢复正常。该急停按钮及相关电路所控制的中间继电器(KA)的一个常开触点应该接人数控装置的开关量输入接口,以便为数控系统提供复位信号。
...
-
-4 5
数控冲床的可靠性
一、数控冲床可靠性的基本知识
数控冲床的可靠性是指在规定的条件下(如环境温度、温度、使用条件及使用方法等均正常),数控冲床维持元故障的工作能力。研究表明,数控冲床的可靠性符合如图2-1所示的故障率随时间变化的曲线(浴盆曲线)。
...
-
-3 29
对数控冲床而言,数控系统的稳定性、可靠性是保证其稳定、可靠运行的重要条件。数控系统一般在电磁环境较恶劣的工业现场使用,为了保证系统的正常工作。系统在设计时对电磁骚扰应有足够的抗干扰要求。
...
-
-3 23
在数控冲床上两轴联动加工直线、圆弧轮廓工件或加工工件的拐角部位时,伺服系统的速度误差和加速度误差特性将引起加工误差。
一、速度误差对加工精度的影响
在数控冲床的进给系统中,丝杠和螺母将电机的转速转换成执行部件的位移,这相当于一个积分环节,而系统的其余部分可简化为一个增益和比例环节,于是进给系统可简化了。从控制工程的角度看,该系统的特点是它对阶跃位置指令输入的响应没有稳态误差;对阶跃速度,即斜坡位置指令输入,其响应的稳态位置误差。在数控冲床进给系统中,输入不是阶跃位置指令,而是斜坡位置指令,即为阶跃速度的位置指令,因此必然存在位置误差。
...
-
-3 19
数控冲床一般由CNC装置、输入输出装置、伺服驱动系统、机床电器逻辑控制装置、机床等组成,数控冲床的各部分之间有着密切的联系。 CNC装置将数控加工程序信息按两类控制量分别输出,一类是连续控制盘,送往伺服驱动系统:另一类是离散的开关控制量,送往机床电器和逻德控制装置。伺服驱动系统位于CNC装置与机床之间,它一方面通过电信号与CNC装置连按。另一方面通过伺股电机、检测元件与机床的传动部件连接。机床电器、逻箱控制装置的形式可以是继电器位制线路或者是可编程位制指控制线路,它接受CNC装置发出的开关命令,主要完成主轴启动、工件装夹、工作台交换、换刀、冷却、液压、气动和润滑系统及其他机床辅助功能的控制。另外,要将主轴启停结束、工件夹紧、工作台交换结束、换刀到位等信号传送回CNC装置。数控冲床本身的复杂性使其故障具有复杂性和特殊性。引起数控冲床故障的因素是多方面的,有些故障的现象是机械方面的,但是引起故院的原因却是电气方面的:有些故障的现象是电气方面的,然而引起故障的原因是机械方面的。有些故障是由电气方面和机械方面共同引起的。在进行数控冲床故障的诊断时,要重视机床各部分的交接点。
...
-
-3 14
数控冲床伺服系统最终是以位置控制为目的,对于闭环控制的伺服系统,位置检测元件的精度将直接影响到机床的位置精度。目前,用于闭环控制的位置检测元件多为光栅尺。用于半闭环控制的位置检测元件多为光电编码器。
...
-
-3 10
数控冲床的主传动系统将动力传递给主轴,保证主轴具有切削所需要的转矩和速度。由于数控冲床具有比传统机床更高的切削性能要求,因而要求数控冲床的主轴部件具有更高的回转精度、更好的结构刚度和抗振性能。数控冲床主传动常采用大功率的变速电机,因而主传动链较传统机床短,不需要复杂的机械变速机构。近年还出现了一种主轴电机,此种电机的转子和主轴合为一体,传动路线的长度为零。主轴部件是主传动系统的主要组成部分,要求其惯量小,动态响应好。有利于控制振动和噪声,有利于提高主轴部件的精度。由于自动换刀的需要,具有自动换刀功能的数控冲床主轴在其内孔中装有刀具自动松开和夹紧装置。总之,主传动系统中的自动变速、准停和换刀等会影响机床的自动化程度。在主传动的维护上,必须很好地保证刀具和工件的装夹、轴承间隙调整和润滑密封等问题。数控冲床对其机械结构的基本要求可归纳为要有更高的精度、更好的动静态刚度,以适应高速运动和工作可靠性的要求。
...
-
-3 5
数控冲床发生故障的原因很复杂,为方便分析和处理故障,按故障性质及故障原因等对常见故障大致分为以下几类。
1.机械故障与电气故障
数控冲床常见的机械故障主要有:机械传动故障与导轨运动摩擦过大。故障表现为传动噪声大,加工精度差,运行阻力大。例如:轴向传动链的挠性联轴器松动,齿轮、丝杠与轴承缺油,导轨塞铁调整不当,导轨润滑不良以及系统参数设置不当等原因均可造成以上故障。尤其是机床各部位标明的注油点(注泊孔)需定时、定量加注润滑油(剂),这是机床各传动链正常运行的保证。另外,液压、润滑与气动系统的故障主要是管路阻塞和密封不良。
...
-
-3 3
1.气动系统原理
数控冲床气动系统装置的气源容易获得,机床可以不必再单独配置动力源。装置结构简单,工作介质不污染环境,工作速度快,动作频率高,适合于完成频繁起动的辅助工作。过载时比较安全,不易发生过载损坏机件等事故。下图为常用的气动系统原理图。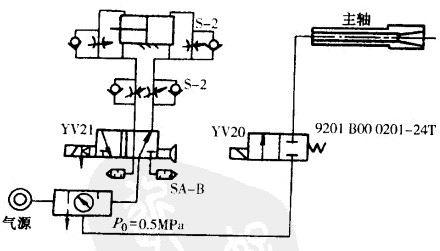
...