-
-1 19
1、模具选用的注意事项
关于模具的相关知识
(一)标准模具的选用
(1)模具的刃口直径应尽量大于加工板厚的2倍,直径一般应大于3mm,否则易折断,寿命极短;但也不是绝对的,3mm直径以下推荐使用进口高速钢作为模具材料。
(2)加工厚板的模具尺寸接近工位极限尺寸时请往上选用大一级的工位以保证有足够的退料力。
(3)加工厚板的模具刃口不允许有尖角,所有尖角应改为圆角过渡,否则极易磨损或塌角,推荐在一般情况下,尽可能用R>0.25t的圆角半径来代替清角。
...
-
-1 18
板料冲压是利用装在数控冲床上的冲模,使板料产生分离或变形的加工方法。由于通常是在冷态下进行的,所以义叫“冷冲压”。只有当板料厚度超过8—10mm时,才采用热冲压。
板料冲压所用原材料主要是金属板料,条料、带料。也可以是塑料、硬纸板、皮革等非金属材料。
...
-
-1 18
自由锻是利用冲击力或压力使金属在上、下砧之问产生塑性变形,从而得到所需锻件的锻造方法。
一、金属加热
加热的目的是提高坯料的塑性和降低其变形抗力。
1.锻造温度
始锻温度:材料在锻造时所允许的最高加热温度,称为该材料的始终温度,一般定在该材料熔点下150—2000c。
终锻温度:材料停止锻造的温度,称为该材料的终锻温度。
...
-
-1 16
基于CAXA的数控冲床CAD/CAM系统
青岛卓东机械科技有限公司(广西柳州 545005) 周彦明
【摘要】介绍了一种自主开发的以CAXA为平台的转塔式数控冲床加工代码自动生成的CAD/CAM的编程系统,并介绍了系统的设计思路,设计原理,绘图图元模块、文字、直线、矩形框、圆的技术处理,数控代码生成等技术内容。
...
-
-1 15
数控冲床使用1500-2000小时维护保养
滑润油脂吐出油量及压力检知功能测试与调整。空气系统之滤清器,给油器调整阀等功能及水份杂质测试检查与必要调整。3。空气压力开关设定值检查及压力检知功能测试与调整。模高指示开关设定值检查与实测值之检查.与调整。模高调整装置之链轮,链条,传动轴,蜗轮蜗杆等另部件有无松脱,异常及链条张力检查.与调整。齿轮传动箱上盖拆卸,内部机件磨损及键位松动状况之检查并进行油槽清洗,润滑油 数控转塔冲床换新及运转状况,噪音,振动测试检查。传动系统各部位注油点之吐出油量及压力测试.与调整。离刹机构之活塞动作,刹车角度,离刹问隙及米令片麽耗量之测试点检.与必要调整。
...
-
-1 13
数控冲床上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接一与压力机滑块固定。下模是整剐冲模的下半部,即安装于水力机工作台而上的冲模部分。下模座是下模底而的板状零件,工作时直接固定在压力机工作台而或垫板上。刃壁是冲裁门模孔刃口的侧壁。刃口斜度是冲裁凹模孔刃壁的每侧斜度。气垫足以抹缩空气为原动力的弹顶器。参阅“弹顶器”。反侧压块是从工作面的另一侧支持单向受力凸模的零件。
...
-
-1 12
数控冲床的简略构造
1.数控冲床上模
上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
...
-
-1 10
摘要:详细分析了多工位数控冲床用冷冲模具的现状,并从冷冲模具的材料选择、热处理表面处理工艺、机械制造技术的应用等方面论述了国产化研究的技关键,提出了制造精密复杂长寿命的具有国际竞争力的模具产品的有效途径。
关键词:数控冲床;冷冲模具;国产化
近年来,随着通讯、电器开关、仪器仪表等行业的迅速发展,板金件冲压工艺制造过程中多工位数控冲床的应用呈迅猛发展的趋势,其中绝大部分选用了日本多田、CENTRUM和AMADA公司的系列数控冲床。与普通冷冲模具不同,进口多工位数控冲床用冷冲模具的凹凸模定位精度要求高,因此要求模具制造尺寸精度也很高,同时由于数控冲床的冲速远高于普通冲床,因此对模具的使用性能也相应提高,这就对模具的材料选择、热处理工艺和表面处理工艺等提出了更高的要求,
...
-
-1 9
(1)采用新材料随着冶金技术的不断发展,制造模具的新材料小断出现,迅速推广和采用这些新材料对提高数控转塔冲床模具寿命具有显著成效,现将几种能提高模具寿命的新材料简介如下:
①Cr4W'2MoV Cr4W2MoV与Cr12钢相比,主要特点是共晶碳化物细小,分布均匀.具有较高的淬透性和淬硬性,具有更高的力学性能和耐磨性,并且由于合金元素加入,提高钢的稳定性。
...
-
-1 8
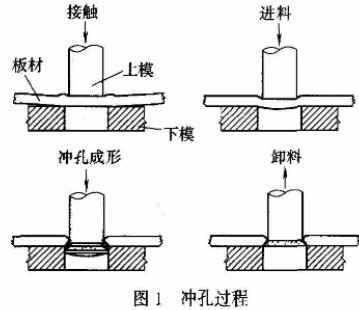
- (1)数控冲床冲压过程模具的详细冲压过程见图1,冲压时会在材料的断面形成塌陷带、光亮带、撕裂带和毛刺四部分,见图2.其各部分的尺寸受材料厚度和模具间隙等因素影响会有所不同。
...