-
-1 13
数控冲床上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接一与压力机滑块固定。下模是整剐冲模的下半部,即安装于水力机工作台而上的冲模部分。下模座是下模底而的板状零件,工作时直接固定在压力机工作台而或垫板上。刃壁是冲裁门模孔刃口的侧壁。刃口斜度是冲裁凹模孔刃壁的每侧斜度。气垫足以抹缩空气为原动力的弹顶器。参阅“弹顶器”。反侧压块是从工作面的另一侧支持单向受力凸模的零件。
...
-
-1 12
数控冲床的简略构造
1.数控冲床上模
上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
...
-
-1 11
方喜峰,陆宇平,吴洪涛,马 闯,潘志华,潘殿生
(1.南京航空航天大学,江苏南京210016 *2.江苏科技大学,江苏镇江212003;3.青岛卓东机械科技有限公司,山东青岛266400)
摘要:在通用计算机符号演算软件Mathcmat-ic5.2的环境下,对新型肘杆式数控转塔冲床运动学展开分析,并根据滑决行程设计传动系统各杆件的长度。同时对该数控冲床机身进行动力学分析,用Lanczos方法求出优化前后机身的前10阶固有频率以及振型。运用COSMOS有限元软件对该冲床的机身进行有限元分析与计算,研究其机身的变形和应力分布情况。根据分析结果,对机身结构进行了优化设计。
...
-
-1 10
摘要:详细分析了多工位数控冲床用冷冲模具的现状,并从冷冲模具的材料选择、热处理表面处理工艺、机械制造技术的应用等方面论述了国产化研究的技关键,提出了制造精密复杂长寿命的具有国际竞争力的模具产品的有效途径。
关键词:数控冲床;冷冲模具;国产化
近年来,随着通讯、电器开关、仪器仪表等行业的迅速发展,板金件冲压工艺制造过程中多工位数控冲床的应用呈迅猛发展的趋势,其中绝大部分选用了日本多田、CENTRUM和AMADA公司的系列数控冲床。与普通冷冲模具不同,进口多工位数控冲床用冷冲模具的凹凸模定位精度要求高,因此要求模具制造尺寸精度也很高,同时由于数控冲床的冲速远高于普通冲床,因此对模具的使用性能也相应提高,这就对模具的材料选择、热处理工艺和表面处理工艺等提出了更高的要求,
...
-
-1 9
(1)采用新材料随着冶金技术的不断发展,制造模具的新材料小断出现,迅速推广和采用这些新材料对提高数控转塔冲床模具寿命具有显著成效,现将几种能提高模具寿命的新材料简介如下:
①Cr4W'2MoV Cr4W2MoV与Cr12钢相比,主要特点是共晶碳化物细小,分布均匀.具有较高的淬透性和淬硬性,具有更高的力学性能和耐磨性,并且由于合金元素加入,提高钢的稳定性。
...
-
-1 8
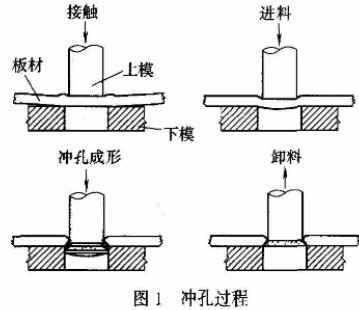
- (1)数控冲床冲压过程模具的详细冲压过程见图1,冲压时会在材料的断面形成塌陷带、光亮带、撕裂带和毛刺四部分,见图2.其各部分的尺寸受材料厚度和模具间隙等因素影响会有所不同。
...
-
-1 7
- 叶敬春,王雪(青岛卓东机械科技有限公司,山东青岛266400)摘要:介绍了Cnckad自动编程软件的特点以及应用子数控转塔冲床中的常用功能。结合实际事例,介绍了该自动编程软件在数控转塔冲床加工中的应用过程。...
-
-1 6
王立勤
(青岛卓东机械科技有限公司,山东青岛266400)
摘要:通过实例,介绍了自动冲压生产线中双料检测系统的选择和应用。
关键词:自动冲压生产线双料检测传感器 A/D模数转换
...
-
-1 5
1引言为了满足日益增长的食品、饮料化工产品包装的需要青岛卓东机械科技有限公司研制了JK-20型经济型数控冲床,解决了轻工行业中利用普通冲床进行板料冲压加工生产率低、耗材多、易发生工伤事故等问题。但当在该数控冲床上冲压印花板料时,要求印花位于冲裁件中心,这样对该数控冲床的定位精度提出了较高的要求。为了解决该经济型开环数控冲床定位精度低的问题,我们分析了其定位误差产生的原因,根据冲压加工工艺特点,预先对其工作台的定位误差进行动态测定,利用软件进行定位误差补偿,提高其加工精度02定位误差产生的原因由功率步进电机通过丝杠驱动的工作台产生的定位误差主要有:(1)由丝杠驱动引起的工作台x'y坐标方向全程分布随位移非线性变化的误差。这一误差在一定时间内具有相对的稳定性但随着系统投入使用的时间增长传动副的磨损等还会发生变化。(2)由丝杠产生的反向间隙误差:(3)由x'y轴导轨不垂直产生的误差:(4)由功率步进电机失步、过冲产生的误差。引起步进电机失步和过冲的原因为:过载,起、停过程中的升降速运动不合适,静态锁定电流值小。当选择步进电机时,使系统的负载力矩不超过步进电机的矩频特性线,并留有一走余量,同时选择适当的升降频规律和曲线与静态锁定电流这样步进电机很少出现失步和过冲现象。因此我们只对前三项定位误差进行分析并加以补偿。3定位误差补偿3.1非线性位移误差补偿由丝杠驱动引起的工作台x、y坐标方向全程分布的非线性位移误差在一定时间内是一常值误差,因此工作台安装调整好后,预先对工作台定位误差进行动态测量和处理。测量可采用感应同步器及数显装置或激光测量装置等。
...
-
-1 4
青岛卓东机械科技有限公司 王大坤工程师
数控冲床安全注意事项及劳防用品佩戴要求
1.劳防用品佩戴要求。
①按照公司的穿着规定着工作服。
...