-
-12 30
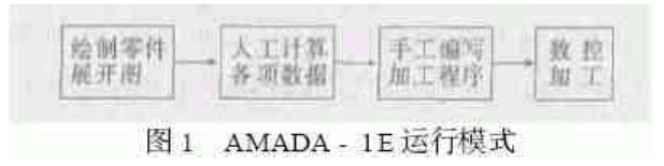
- 数控冲床的加工代码程序,是数控加工的关键所在。一方面加工程序的正确与否,直接决定了零件的合格性,另一方面加工程序是否能及时地编制出来,又直接影响到零件的生产周期。长期以来,编程系统的滞后,不但影响到零件的合格率,而且严重地影响到零件的生产周期。数控转塔冲床以其快速、高精度的柔性冲切加工系统和数控编程仿真技术对产品的精确预测的优点,近年来应用越来越广泛。其特别适合于多品种、高精度、复杂零件中小批量生产。数控转塔冲床是多工位的,加工板材时通过改变加工轨迹和更换冲头来加工各种形状的孔。它主要应用于加工设备面板、电器元件安装板以及机柜上的各种大小不同、形状各异的孔加工。比如我所现有的日本AMADA公司的PEGA-345数控冲床,可以在转盘上安装58种冲头,变换冲头只需旋转转盘即可。由此可见,数控加T的主要T作量主要是编制加工代码的问题。1 编程分析1.1 据国外统计,手工编程时,一个零件的编程时间与数控机床实际加工时间之比约为30:1,而数控机床不能丌动的原因中有20 %~30%是由于加工程序一时编制不出的原因。倒如我所某产品的导热板,有18种之多,每个零件处理图纸、计算各种坐标数据、手工编程至少需要一天的时间,而实际的加工时间只需要3 min~5 min。1.2 数控铣床、加工中心等都有比较完善的CAD/CAM系统作为平台,可以自动牛成数控代码。但是对于像AMADA之类的数控冲床,只有简单的数控编码程序支持,而且大都是建立在MS - DOS系统基础上的,其代码主要靠技术人员手工一步步编写,甚至在编写前还要做一系列的坐标计算。不但编程效率低而且容易出错。如我所1995年随机床的软件为AMADA - 1E简单手工编程软件。其运行模式如图1所示。
 由于处于一种人工绘制展开图、计算各项数据、手工输入状态,因而编程效率非常低;另外,文件管理系统有限,不便丁贮存、管理、查询程序文件。特别是我所军民品生产任务工作量大,品种繁多,如果不建立产品的程序文件数据库,将会出现人量不必要的重复劳动。1.3 这种局面的存在严重地制约了我所军民品牛产任务的需要,为进一步提高加工效率,缩短加工周期、提高加工精度,使先进的设备能更好的服务'T科研牛产,经过对市场上的数控冲床编程软件允分地调研、分析、论证,我所于2002年将AMADA - 1E编程系统升级为AMADA - 2D编程系统。其运行模式如图2所示。
由于处于一种人工绘制展开图、计算各项数据、手工输入状态,因而编程效率非常低;另外,文件管理系统有限,不便丁贮存、管理、查询程序文件。特别是我所军民品生产任务工作量大,品种繁多,如果不建立产品的程序文件数据库,将会出现人量不必要的重复劳动。1.3 这种局面的存在严重地制约了我所军民品牛产任务的需要,为进一步提高加工效率,缩短加工周期、提高加工精度,使先进的设备能更好的服务'T科研牛产,经过对市场上的数控冲床编程软件允分地调研、分析、论证,我所于2002年将AMADA - 1E编程系统升级为AMADA - 2D编程系统。其运行模式如图2所示。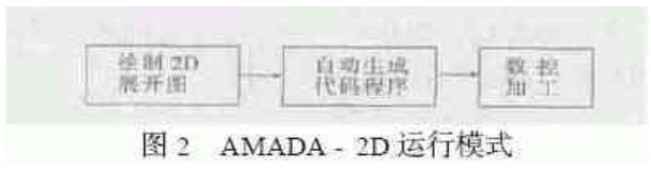 它有以下优点:(1)可以通过绘制展开图,自动生成加工程序;(2)由于避免了重复绘制零件展开图、人工计算各项加工数据、手工编写加工程序,编程效率大为提高;(3)文件管理系统比较强大,便于贮存、管理、查询程序文件。特别适合我所军品生产任务工作量大、品种繁多的情况,避免了重复劳动。2 辅助编程分析2.1 虽然AMADA - 2D编程系统比起AMADA -IE软件有了很大的进步,但其仍有许多缺陷,不能很好地满足实际生产的需要。2.1.1AMADA - 2D编程系统为一单机版编程系统,在有多名技术人员的情况下,形成一个“串行”编程系统,仍在很大程度上限制编程效率。2.1.2 对于AMADA - 2D编程系统来说,编制程序的最主要的工作是如何很好地生成二维CAD平面展开图。根据测试,绘制2D平面展开图的时问要占整个编程时问的3/4之多。而对其CAM后置处理,相对占用的时问要短的多。AMADA - 2D编程系统终究是一个编程软件,其所具有的CAD绘图功能是极其有限,而且对于一般的工程技术人员来说是不熟悉的。
它有以下优点:(1)可以通过绘制展开图,自动生成加工程序;(2)由于避免了重复绘制零件展开图、人工计算各项加工数据、手工编写加工程序,编程效率大为提高;(3)文件管理系统比较强大,便于贮存、管理、查询程序文件。特别适合我所军品生产任务工作量大、品种繁多的情况,避免了重复劳动。2 辅助编程分析2.1 虽然AMADA - 2D编程系统比起AMADA -IE软件有了很大的进步,但其仍有许多缺陷,不能很好地满足实际生产的需要。2.1.1AMADA - 2D编程系统为一单机版编程系统,在有多名技术人员的情况下,形成一个“串行”编程系统,仍在很大程度上限制编程效率。2.1.2 对于AMADA - 2D编程系统来说,编制程序的最主要的工作是如何很好地生成二维CAD平面展开图。根据测试,绘制2D平面展开图的时问要占整个编程时问的3/4之多。而对其CAM后置处理,相对占用的时问要短的多。AMADA - 2D编程系统终究是一个编程软件,其所具有的CAD绘图功能是极其有限,而且对于一般的工程技术人员来说是不熟悉的。
为了解决AMADA - 2D编程系统的不足,经过长期的编程实践,我发现AMADA - 2D编程系统能够通过DXF(Drawing Exchange File)格式同其它应用软件交换数据。
而AU TOCAD作为一种CAD软件平台,其具有用户界面友好,绘图功能强大和易于掌握的特点,深受广大工程技术人员的喜爱。
由于CAD本身精度可以达到0.0001mm,高精度的CAD图形从而保证了零件的高精度。我将AUTOCAD与AMADA - 2D编程系统的有机结合,搭建了如图3所示的编程系统,大大地提高了编程效率及程序的准确性。2.2.1 CAD图形的并行系统
不但编程人员可以并行地绘制CAD展开图,而且可以充分利用工艺及设计的CAD图形,如图3所示。由于展开图的生成来自于多渠道,多环节,形成了CAD图形的“并行”系统,使得编程效率及正确性大为提高。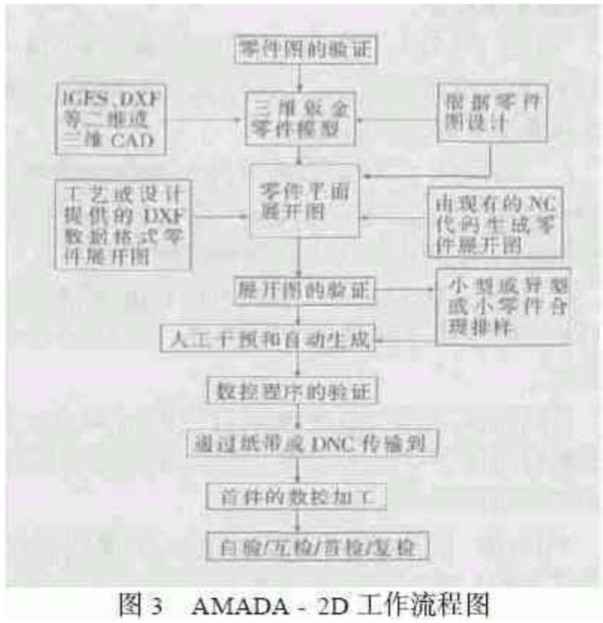 2.2.2 充分应用AU TOCAD强大的绘图功能
2.2.2 充分应用AU TOCAD强大的绘图功能
利用AUTOCAD强大的绘图功能,可以针对特殊小型零件人工排样,更大地节约材料及加工时间。虽然AMDAD - 2D编程系统具有排版功能,但是对于特殊的零件,所具有的排样功能并不能满足实地的需求。如能与AUTOCAD系统有机地结合,利用AUTOCAD的一系列剪切、复制、对称、阵列的操作,就能很方便地实现AMDAD - 2D无法实现的功能。
相关文章阅读连接:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack