-
-12 30
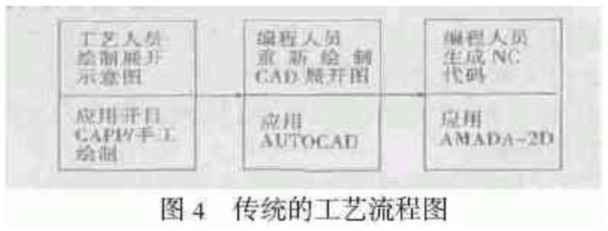
- 2.2.3充分利用设计的CAD图形文件以我所某产品的导热板为例:用以前的手工编程的模式,编写一个加工程序的时问约为一天,而且容易出错,如采用AMADA - 2D编程系统,由编程人员按加工定位图,重新生成CAD图形,绘制图形的时问约为l1h~2 h,而生成程序的时间约为30min,效率不高,且很难保证加工的准确性。如果能将设计的CAD图形与AMADA - 2D编程系统充分地结合,借助设计的CAD图形,只需1h,就可以完成程序的编制,达到事半功倍的效果。2.2.4 利用AUTOCAD绘制盒体类零件的展开图盒体类零件的数控转塔冲床编程,最重要的工作是如何快速、准确地生成二维的平面展开图。传统的工艺流程如图4所示。
 在上述的环节中,一方面,由于在开目CAPP中很难严格地按比例绘制零件图形及展开图,工艺人员一般所提供的仅仅是零件的展开示意图,而用于数控编程的CAD展开图则必须是严格的、按比例绘制的CAD图形。另一方面,由于开目CAPP与AUTOCAD不能实现真正意义上的数据共享及图形交换,不仅存在着工艺人员及数控编程人员的大量的、不必要的重复劳动,而且各环节并没有很好的相互检查的过程,使得出错的儿率也成倍地增加。充分地利用我所现有的办公自动化,使设计、工艺以及数控编程人员能够真正地实现数据共享。不但对编程效率会有一个很大的提高,而且各个环节的相互检查,也能够使设计、工艺以及编程人员的错误能够及时地发现和纠正,如图5所示。
在上述的环节中,一方面,由于在开目CAPP中很难严格地按比例绘制零件图形及展开图,工艺人员一般所提供的仅仅是零件的展开示意图,而用于数控编程的CAD展开图则必须是严格的、按比例绘制的CAD图形。另一方面,由于开目CAPP与AUTOCAD不能实现真正意义上的数据共享及图形交换,不仅存在着工艺人员及数控编程人员的大量的、不必要的重复劳动,而且各环节并没有很好的相互检查的过程,使得出错的儿率也成倍地增加。充分地利用我所现有的办公自动化,使设计、工艺以及数控编程人员能够真正地实现数据共享。不但对编程效率会有一个很大的提高,而且各个环节的相互检查,也能够使设计、工艺以及编程人员的错误能够及时地发现和纠正,如图5所示。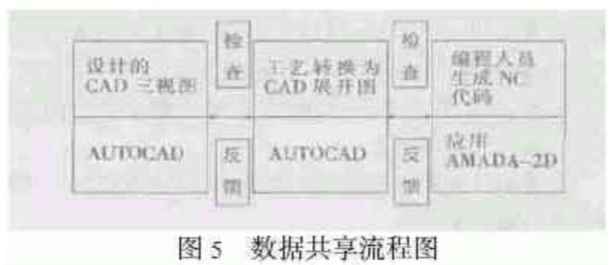
总之,只有将AMADA - 2D编程系统与AUTOCAD允分有效地结合,利用AUTOCAD先进强人的CAD甲台,发挥AMADA - 2D编程系统先进合理的CAM功能,才能够快速、准确的编制数控加T程序,先进的设备才能更好地发挥作用,更好地服务于科研生产。
3 编程实例
3.1 某产品导热板的程序编制
通过局域网,调用设计的CAD图形,提取有用的实体信息,与AMADA - 2D编程系统通过DXF文件进行数据交换,快速准确地完成了数控冲床程序的编制。
这种编程办法的实现,不仅是提高了加工效率,而且大大的降低了各个环节出错的概率。提高了效率,保证了加工精度及准确性。我所各种产品的导热板,不但生产任务多、而且周期要求紧。应用这种编程方法,不但保证了生产周期、而且保证了导热板的一次交验合格。两年来、完成我所各种产品导热板的数控程序的设计数百种之多。
3.2 小型零件的合理排样
虽然,AMADA - 2D编程系统具有排样功能,但是对于一些外形特殊,如果还用AMADA - 2D编程系统的排样功能,就远远不能满足生产实地的需要。
单纯地利用AMADA - 2D编程系统的排样功能,在(500 mm×240 mm)板料上只能加工12件零件,如图6所示。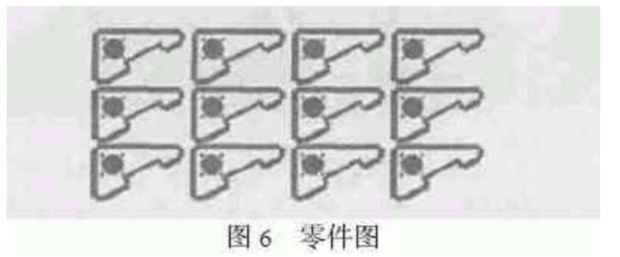
首先利用AUTOCAD的一系列剪切、复制、对称、旋转等命令的操作,将两个零件合理套裁。再利用AMADA - 2D编程系统生成加T程序,进行排样,在(500 mm×240 mm)板料上就能加工 18件零件,如图7所示。
合理套裁后,不仅仅足提高了材料的利用率,而且降低了单件的加工时间,提高了模具使用寿命及加工效率。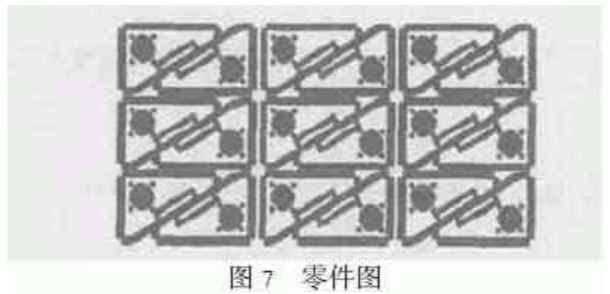
其实、小型零件的合理排样,应根据零件特点具体分析。有时将零件在AUTOCAD中旋转一定角度,再应用AMADA - 2D生成程序,更为合理。如图8所示。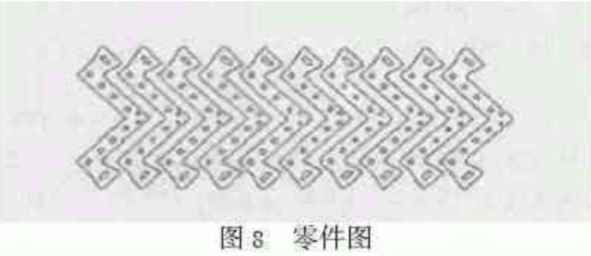
3.3 盒体类零件的AU TOCAD辅助展开
通过我所现有的局域网,调用设计的CAD三视图如图9所示,在AUTOCAD中,选取一个视图为展开图的基准面如图10所示,通过一系列剪切、复制、对称、旋转等命令的操作,工艺人员不但很容易绘制出零件的CAD展开图,而且在这个过程中,工艺人员对设计的图形有一个比较详细的检查过程,使得设计的疏忽可以在第一时问发现并予以纠正。编程人员在心用工艺的零件展开图编程以前,再次对零件图纸以及零件展开图校对,使得设计、工艺的错误及早地发现、保证了零件的合格性及生产周期。应用这种办法生成的此零件的数控程序,经数控冲床实际加工,零件一次交验合格。
本文主要针对AMDAD - 2D编程系统的研究,指出II有将AMDAD - 2D编程系统与AU TOCAD充分有效地结合,利用AU TOCAD先进强大的CAD平台,发挥AMADA - 2D编程系统先进合理的CAM功能,才能够快速、准确地编制出数控加工程序,更好地服务于科研生产。
但是对于有些以坐标数据格式给出的零件,有时采用AMADA - IE手工编程软件却比较方便,有时甚至应用WINDOWS的写字板程序更为方便,因为单纯地对文本文件的编辑,写字板操作起来更为方便与快捷。编程人员应具体情况、具体对待,合理的利用软件资源。
相关文章阅读连接:
数控冲床CAD/CAM系统研究(上)
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack