-
-4 9
在数控系统的操作面板和手持单元上均设有急停按钮,用于数控系统或数控冲床出现紧忽情况时,需要使数控冲床立即停止运动或切断动力装置(如伺服驱动器等)的主电源。当数控系统出现自动报警信息后,需按下急停按钮,待查看报警信息并排除故障后,再松开急停按钮,使数控系统复位并恢复正常。该急停按钮及相关电路所控制的中间继电器(KA)的一个常开触点应该接人数控装置的开关量输入接口,以便为数控系统提供复位信号。
1.机床一直处于急停状态,不能复位
系统急停不能发位是一个常见的故障现象,引起此故障的原因也较多,总的说来,引起此故障的原因大致可以分为如下几种。
(1)电气方面的原因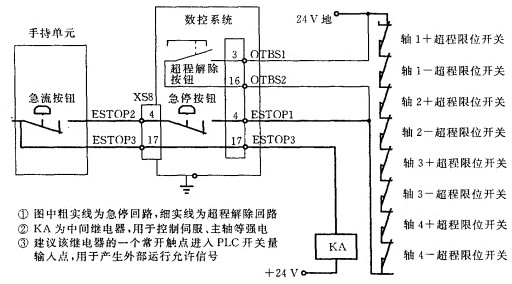
图3-4所示的为一普通数控冲床的整个电气回路的接线图,从图上可以清晰地看出可以引起急停回路不附合的原因.①急停回路断蹄,②限位开关损坏③急停按钮损坏。
如果机床一直处于急停状态,首先检查急停回路中KA继电器是否吸合;继电器如果吸合而系统仍然处于忽停状态,可以判断出故障不是出自电气回路方面,这时可以从别的方而查找原因,如果继电器没有吸合,可以判断出故障是因为急停回路断路引起,这时可以利用万能表对整个忽停回路逐步过行检查,检查急停按钮的常闭触点,并确认急停按钮或者行程开关是否损坏。急停按钮是急停回路中的一部分,急停按钮的损坏,可以造成整个急停回路的断路。检查超程限位开关的常闭触点,若未装手持单元或手持单元上上无急停按钮,XS8接口中的4、17脚应短接,逐步测量,最终确定故障的出处。
(2)系统多数设置错误,使系统信号不能正常输入输出或复位条件不能满足引起的急停故障。
若PLC软件来向系统发送复位信息,检查KA中间继电器,检查PLC程序。
(3)松开急停按钮,PLC中规定的系统复位所得要完成的信息,如“伺服动力电源准备好”、“主制驱动准备好”等信息未满足要求。
若使用伺服,检查伺服动力电源是否未准备好:检查电源模块;检查电源模块接线;检查伺服动力电源空气开关。
(4)PLC程序编写错误, 检查逻辑电路。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack