-
-6 20
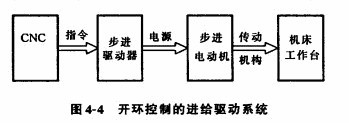
进给驱动系统分为开环控制和闭环控制两类。开环控制与闭环控制的主要区别为是否采用了位置和速度检测反馈元件组成反馈系统。
开环控制一般采用步进电动机作为驱动元件,如图4-4所示。由于它没有位置和速度反馈控制回蹄,从而简化了线路,设备投资低,调试维修都很方便。但它的递给速度和精度都较低,一般应用于经济型数控冲床及普通的机床改造。
闭环控制一般采用伺服电动机作为驱动元件,根据位置检测元件所在数控冲床中的不同位置,它可以分为半闭环、全闭环和混合闭环3种。全闭环控制一般将检测元件安装在伺服电动。伺服电动机角位移通过液珠丝红等饥饿传动机构转换为数控冲床工作台的直线或角位移。全闭环控制是将位置位测元件安装在机床工作台或某些都件上,以获取工作台的实际位移量。混合闭环控制则采用半闭环控制和全闭环授制结合的方式。
图4-5所示为半闭环控制。半闭环位置检测方式一般将位置检测元件安装在电动机的输上(通常已由电动机生产厂家装好)。用以精确控制电动机的角度,然后通过滚珠丝杠螺母副等传动机构。将电动机的角度变化转换成工作台的直线位移。如果滚珠丝杠的精度足够离且间隙小,精度要求一般可以得到满足。传动链上有规律的误差(如滚珠丝杆间隙及螺距误差)还可以自数控装置加以补偿,因而可避一步提高精度。因此半闭环控制在精度要求适中的中、小型数控冲床上得到了广泛的应用。
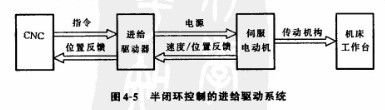
半闭环方式的优点是它的闭环环路短(不包括传动机械),因而系统容易达到较高的位置增益。不发生振荡现象,它的快速性也好。动态精度高,传动机构的非线性因素对系统的彤响小。但如果传动机构的误差过大或误差不确定,则数位系统难以补偿。例如由传动机构的扭曲变形所引起的弹性变形。因其与负戴力短有关,故无法补偿由制造与安装所引起的重复定位误差,以及由于环绕温度与丝杠温度的变化所引起的丝杠、螺距误差也不能补偿。因此要进一步提高精度,只有采用金闭环控制方式。
图4-6所示为全闭环控制。全闭环方式直接从机床的移动部件上获取位置的实际移动值,因此其检测精度不受机械传动精度的影响。但不能认为全闭环方式可以降低对传动机构的要求,因闭环环路包括了机械传动机构。它的闭环动态特性不仅与传动部件的刚性、惯性有关,而且还取决于阻尼、油的粘度、滑动面摩擦系数等因素。这些因素对动态特性的影响在不同条件下还会发生变化,这给位置闭环控制的调璧初稳定带来了困难,导致调整闭环环路时必须要降低位置增益,这又会对跟随误差与轮廓加工误差产生不利影响。所以采用全闭环方式时必须增大机床的刚性,改善滑动面的摩擦特性,减小传动间隙。这样才有可能提高位置糟益。全闭环方式主要应用在精度要求较高的大型数控冲床上。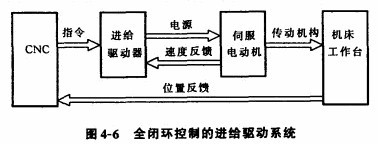
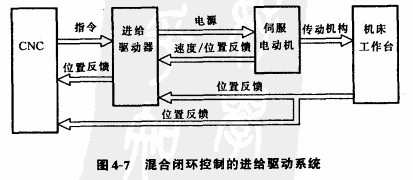 图4-7所示为混合闭环控制。混合闭环方式来用半闭环与全闭环综合的方式。
图4-7所示为混合闭环控制。混合闭环方式来用半闭环与全闭环综合的方式。
它利用半闭环所能达到的高位置增益,从而获得了较高的速度与良好的动态特性,又利用金闭环补偿半闭环无法修正的传动误差,从而提高了系统的精度。混合闭环方式适用于重型、超重型数控机床,因为这些机床的移动部件很重,设计时提高刚性较困难。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack