-
-8 17
一般数控转塔冲床常采用转塔头式换刀装置。如数控转塔冲床的转塔刀架,数控冲床的多轴转塔头等。在转塔的各个主轴头上,预先安装有各工序所需要的旋转刀具,当发出换刀指令时,各种主轴头依次地转到加工位置,并接通主运动,使相应的主轴带动刀具旋转,而其他处于不同加工位置的主轴都与主运动脱开。转塔头式换刀方式的主要优点在于省去了自动松夹、卸刀、装刀、夹紧以及刀具搬运等一系列复杂的操作,缩短了换刀时间,提高了换刀可靠性,它适用于工序较少、精度要求不高的数控冲床。
图3. 26为卧式八轴转塔头自动换刀装置。转塔头上径向分布着人根结构完全相同的主轴1,主轴的回转运动由齿轮15输入。当数控装置发出换刀指令时,通过液压拨叉(图中未示出)将移动齿轮6与齿轮15脱离暗合,同时在中心液压缸13的上腔通压力油。由于活塞杆和活塞口固定在底座上,因此中心液压缸13带有两个推力轴承9和11将支承的转塔刀架体10抬起,鼠齿盘7和8脱离啃合。然后压力油进入转位液压缸,推动活塞齿条,再经过中间齿轮使大齿轮5与转塔刀架体10-起回转45°,并将下一道工序的主轴转到工作位置。转位结束后,压力油进入中心液压缸13的下腔使转塔头下降,鼠肯盘7和8重新啃合,实现了精确的定位。在压力油的作用下,转塔头被压紧,转位液压缸退回原位。最后通过液压拨叉拨动移动齿轮6.使它与新换上的主轴齿轮15啃合。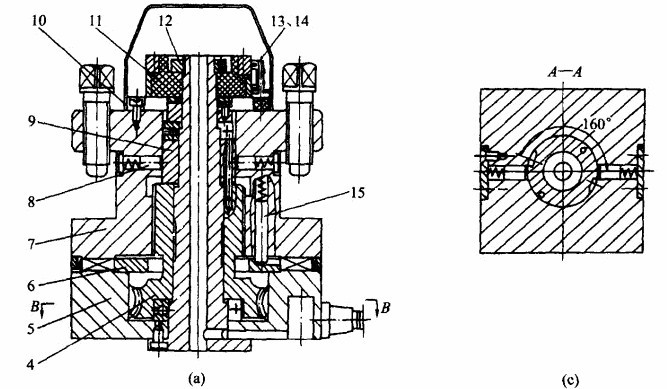
为了改善主轴结构的装配工艺性,整个主轴部件装在套筒4内,只要卸去螺钉17,就可以将整个部件抽出。主轴前轴承18采用锥孔双列圆柱攘子轴承,调时先卸下端盖2,然后拧动螺母3,使内环做轴向移动,以便消除轴承的径向间隙。
为了便于卸出主轴锥孔内的刀具,每根主轴都有操纵杆14,只要按压操纵杆,就能通过斜面椎动顶出刀具。
由于受空间位置的限制,主轴部件的结构不可能设计得十分坚固,因而影响了主轴系统的刚度。为了保证主轴的刚度,主轴的数目必须加以限制,否则将会使尺寸大为增加。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack