-
-10 26
数控冲床的工作是由程序中给出的数字控制指令进行的,因此在加工前必须首先确定工件或夹具在机床工作台的位置,即确定工作坐标系。用来确定工作坐标系的工具称为数控冲床找正器。
目前数控冲床所使用的找正器种类很多,从其功用上可划分为:
测量类:主要包括百分表、千分表、杠杆表。主要用于确定工具及夹具定位基准面的方位。
目测类:主要包括电子感应器、偏心轴、验棒等。主要用于确定工件机夹具在机床工作台的坐标系位置。
自动测量类:主要包括机床的自动测量系统。
2)找正器的使用
在机械加工中测量类找正器普遍使用,必须掌握在此不作叙述。下面介绍目测类找正器的原理及使用:
(1)电子感应器:电子感应器的结构如下图所示。使用时将其夹持在主轴上,其轴线与主轴轴线重合,采用手动进给缓慢地将标准钢球与工件靠近。在钢球与工件定位基准面接触的瞬间,由机床、工件、电子感应器组成的电路接通,指示灯亮,从而确定其基准的位置。使用电子感应器时是人为目测定位,随机误差较大,须重复操作几次,以确定其正确位置,其重复定位精度在2µm以内。
注意,电子感应器在使用时必须小心翼翼,让其锅球部位与工件接触,同时被加工工件必须是良导体,定位基准面有较好的表面粗糙度。
(2)偏心轴:偏心轴是采用离心力的原理来确定工件位置的,主要用于确定工作坐标 系及测量工件长度、孔径、槽宽等。使用过程如下:
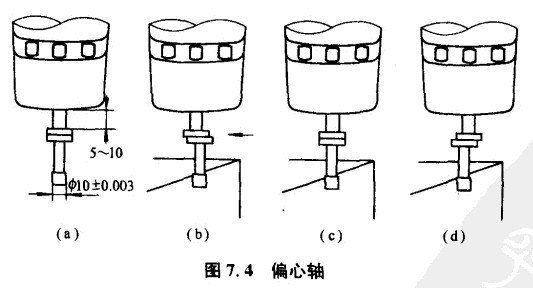
如图7.4(a)所示,将偏心铀夹持在机床主轴上,如10mm测定端处于下方。
将主轴转速设定在400~600 r/min的范围内,测定端保持偏心距0.5mm左右。
将测定端与工件端面相接触且逐渐逼近工件端面,测定端由摆动逐步变为相对静止见图7.4(b)、(c),此时采用微动进给,直到测定端重新产生偏心为止见图7.4(d)。重复操作几次,可使定位精度在3µm以内,这时考虑测定端的直径就能确定工件的位置。
在使用偏心轴时,主轴转速不宜过高.超过600 rpm时,受自身结构影响误差较大。定位基准面应有较好的表面粗糙度和直线度,确保定位精度。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack