-
-12 21
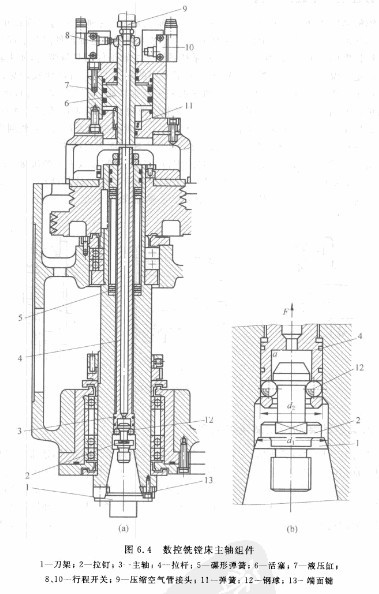
对于带有刀具库的数控冲床,主轴组件除具有较高的精度和刚度外,还带有刀具自动装卸装置和主轴孔内的切屑消除装置,如图6.4所示。主轴前端有7:24的锥孔,用于装夹锥辆刀具;端面键13既做刀具定位用,又可通过它传递转矩;为了实现刀具的自动装卸,主轴内设有刀具自动夹紧装置。从图中可以看出,该数控冲床是由拉紧机构拉紧锥柄刀架尾端的轴颈来实现刀架的定位及夹紧。夹紧刀架时,液压缸上腔接通回油,弹簧11椎动活塞6上移,处于图示位置;拉杆4在碟形弹簧5的作用下向上移动。由于此时装在拉杆前端径向孔中的四个铜球12进入主轴孔中直径较小的d2处(见图6.4(b)被迫径向收拢而卡进拉钉2的环形凹槽内,因而刀杆被拉杆拉紧,依靠摩擦力紧团在主轴上。换刀前需将刀架松开时,油液进入液压缸上腔,活塞6椎动拉杆4向下移动,碟形弹簧被压缩当钢球12随拉杆一起下移进入主轴孔中直径较大的d1处时,它就不再能约束拉钉的头部,紧接着拉杆前端内孔的台肩端面碰到拉钉,将刀架顶松。此时行程开关10发出信号,换刀机械手随即将刀架取下。与此同时,压缩空气由管接头9经活塞和拉杆的中心通孔吹入主轴装刀孔内,把切屑或脏物清除干净,以保证刀具的装夹精度。机械手将新刀装上主轴后,液压缸7接通回油,碟形弹簧又拉紧刀架。刀架拉紧后,行程开关8发出信号。
自动清除主轴孔中的切屑和灰尘是换刀操作中一个不容忽视的问题,如果在主轴锥孔中掉进了切屑或其他污物,在拉紧刀杆时,主轴锥孔表面和刀杆的锥柄就会被划伤,甚至使刀杆发生偏斜,破坏刀具的正确定位,影响加工零件的精度,甚至使零件报废。为了保证主轴锥孔的清洁,在刀柄被松开时,用压缩空气自动吹向主轴锥孔表面。图6.4(a)中活塞6的心部钻有压缩空气通道,压缩空气经拉杆4吹出,将锥孔清理干净。喷气小孔设计要有合理的喷射角度,并均匀分布,以提高吹屑效果。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack