-
-1 10
[例1]液压系统故障的故障排除。
故障现象某数控冲床,换刀不能进行,无报警。
分析及处理过程:该数控冲床换刀利用液压机构,不能换刀的可能原因有:
(1)PLC到电磁阀之间电气线路故障。
(2)液压系统压力异常,电磁闽卡死或损坏。
(3)换刀机构卡死。
为判断液压系统是否正常,手动方式下执行主轴换挡,不能完成,再试其他液压功能均不能完成,故怀疑为液压系统故障。查系统保压1.5MPa正常;执行换刀,查换刀压力1.5MPa,执行过程中压力表无变化,怀疑电磁阀未动作;用螺钉旋具锥换刀电磁阀,铁心伸缩顺畅,无卡滞。拔下电磁阀电源插头,测电磁阔线圈电阻,正常。测电磁阅供电电压,发现只有15V且波动。再查电磁间电源整流电桥,发现有一二极管断开;更换后,数控冲床恢复正常。
[例2]弹性夹具无法张开的故障排除。
故障现象:某配套GSK980M系统的数控磨床,在装卸工件时,发现夹具无法张开。
分析及处理过程:本数控冲床采用的是液压弹性夹具(液压系统原理图见图5-11),都液压缸压力顶开夹具进行工件装夹。经检查后发现夹具顶开的行程远远不够,因此调整夹具行程,调整后发现效果不佳,工件仍很难装央。因此,进一步检查电气控制回路,发现DC24V电磁闽线圈两端电压为22V(属正常)。检查液压管路,发现管路正常,手动控制液压阀,使其处于左位机能,工件装夹正常;拆开电磁阀,发现间心处一固定螺钉松脱,导致电磁闽在得电过程中,阅心不能准确到位,引起部分用于顶开液压缸的液压油处于卸荷状态。拧紧该螺钉,重新调试夹具行程后故障排除。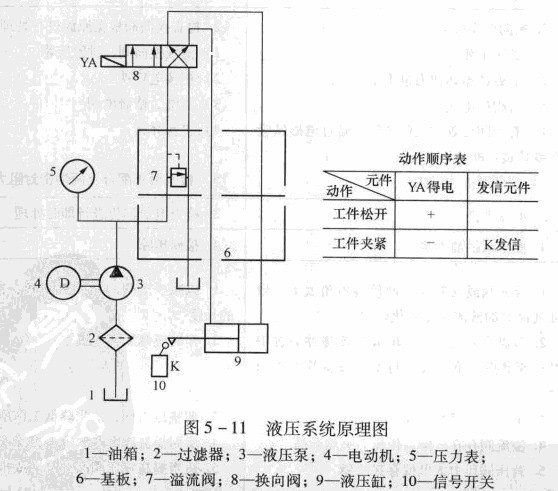
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack