-
-1 17
薄的加工件进行冲压加工时是难以夹紧的,虽然对铁系材料的工件可以使用磁性卡盘,但是加工件容易被磁化,而数控冲床真空卡盘则是较理想的夹具。
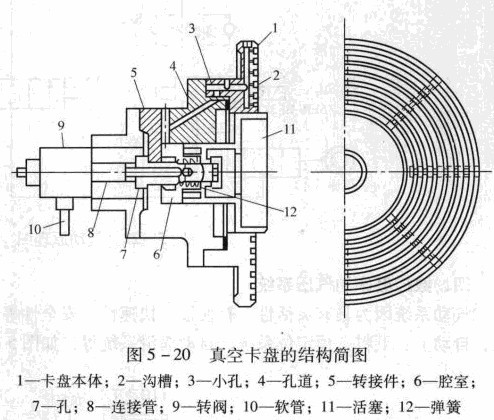
数控冲床的真空卡盘的结构原理如图5-20所示,下面简单介绍其工作原理。
在卡盘的前面装有吸盘,盘内形成真空,而薄的被加工件就都大气压力被压在吸盘上以达到夹紧的目的。一般在卡盘本体1上开有数条圆形的沟糟2,这些沟槽就是前面提到的吸盘,这些吸盘是通过转接件5的孔道4与小孔3相通,然后与卡盘体内气缸腔室6相连接。另外腔室6通过气缸活塞杆后部的孔7通向连接管8,然后与装在主轴后面的转阀9相通。通过软管10同真空泵系统相连接,按上述的气路造成卡盘本体沟槽内的真空,以吸着工件。反之,要取下被加工的工件时,向沟槽内通以空气。气缸腔室6内有时真空有时充气,所以活塞11有时缩进有时伸出。此活塞前端的凹窝在卡紧时起到吸着的作用。即工件被安装之前缸内腔室与大气相通,所以在弹簧12的作用下活塞伸出卡盘的外面。当工件被卡紧时缸内造成真空则活塞头缩进,一般真空卡盘的服引力与吸盘的有效面积和吸盘内的真空度成正比。在自动控制中,有时要求卡紧速度要快,而卡紧速度则由真空卡盘的排气量来决定。
真空卡盘的夹紧与松央是由图5 -21所示电磁间1的换向来进行的,即打开包括其空罐8在内的回路以造成吸盘内的真空,实现卡紧动作。松夹时,在关闭真空回路的同时,通过电磁阀4迅速地打开空气源回路,以实现真空下瞬间松卡的动作。电磁阀5是用以开闭压力继电器6的回路。在卡紧的情况下此回路打开,当吸盘内真空度达到压力继电器的规定压力时,给出夹紧完了的信号。在松卡的情况下,回路已换成空气源的压力了,为了不损坏检测真空的压力继电器,将此回路关闭。如上所述,卡紧与松卡时,通过上述的三个电磁间自动地进行操作,而卡紧力的调节是由真空调节阀2来进行的,根据被加工工件的尺寸、形状可选择最合适的卡紧力数值。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack