-
-1 23
数控冲床工作台交换支路
如图5 - 18所示,交换台是实现双工作台交换的关键部件,由于数控冲床交换台提升载荷较大(达1200ON),工作过程中冲击较大,设计上升、下降动作时间为35,且交换台位置空间较大,故采用大直径气缸(D = 350rnm)、6mm内径的气管可满足设计载荷和变换时间的要求。数控冲床无工作台交换时,在两位双电控电磁阀HF3的控制下交换台托升缸处于下位,感应开关LSI有信号,工作台与托叉分离,工作台可以自由运动。当进行自动或手动的双工作台交换时,数控系统通过PMC发出信号,使两位双电控电磁闽HF3的3YA得电,托升缸下腔通人高压气,活塞带动托叉连同工作台一起上升,当达到上下运动的上终点位置时,由接近开关LS16检测其位置信号,并通过变送扩展板传送到CNC的PMC,控制交换台回转180。运动开始动作,接近开关ISI8检测到回转到位的信号,并通过变送扩展扳传送到CNC的PMC,控制HF3的4YA得电,托升缸上腔通人高压气体,活塞带动托叉连同工作台在重 力和托升缸的共同作用下一起下降,当达到上下运动的下终点位置时由接近开关LS17检测其位置信号,并通过变送扩展板传送到CNC的PMC,双工作台交换过程结束,数控冲床可以进行下一步的操作。在该支路中采用。DJ3、DJ4单向节流阀调节交换台上升和下降的速度,避免较大的载荷冲击及对机械部件的损伤。
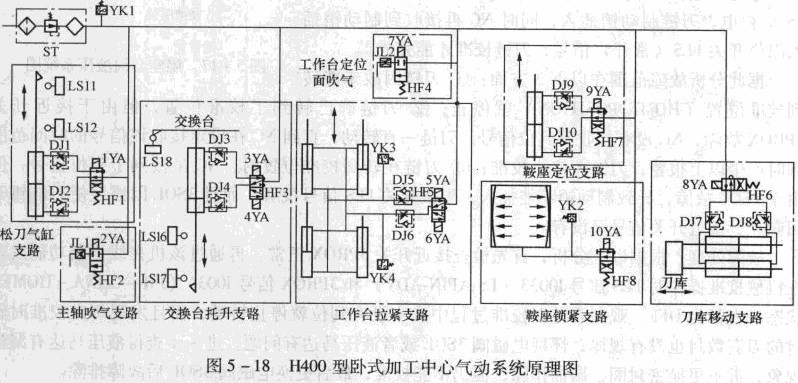
数控冲床工作台夹紧支路
如图5 -18所示,由于H400加王中心要进行双工作台的交换,为了节约变换时间,保证交换的可靠,工作台与鞍座之间必须具有能够快速、可靠的定位、夹紧及迅速脱离的功能。可交换的工作台固定于鞍座上,由4个带定位锥的气缸夹紧,为了达到拉力大于12000N的可靠工作要求,以及受位置结柏的限制,该气缸采用了弹簧增力结构,在气缸内径仅为ct>63mm的情况下就达到了设计拉力要求。例如,数控冲床气动系统原理图5二18所示,该支路采用两位双电控电磁阀HF5进行控制,当双工作台交换将要进行或已经进行完毕时,数控系统通过PMC控制电磁阀HF5,使线圈5YA或6YA得电,分别控制气缸活塞的上升或下降,通过钢珠拉 套机构放松或拉紧工作台上的拉钉,完成鞍座与工作台之间的放松或夹紧。为了避免活塞运动时的冲击,在该支路采用具有得电动作、失电不动作、双线圈同时得电不动作特点的两位双电控电磁|诩HF5进行控制,可避免在动作进行过程中突然断电造成的机械部件冲击损伤。采用单向节流阀DJ5、DJ6来调节夹紧的速度,避免较大的冲击载荷。该位置由于受结构限制,用感应开关检测放松与拉紧信号较为困难,故采用可调工作点的压力继电器YK3、YK4检测压力信号,并以此信号作为气缸的到位信号。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack