-
-2 20
为了保证数控冲床滚珠丝杠的反向传动精度和轴向刚度,必须消除滚珠丝杠螺母副轴向间隙。消除间隙的方法常采用双螺母结构,利用两个螺母的相对轴向位移,使两个滚珠螺母中的滚珠分别贴紧在螺旋滚道两个相反的侧面上。用这种方法预紧消除轴向间隙时,应注意预紧力不宜过大,预紧力过大会使空裁力矩增加,从而降低传动效率,缩短使用寿命。
1.双螺母消除间隙
数控冲床常用的双螺母丝杠消除间隙方法有:
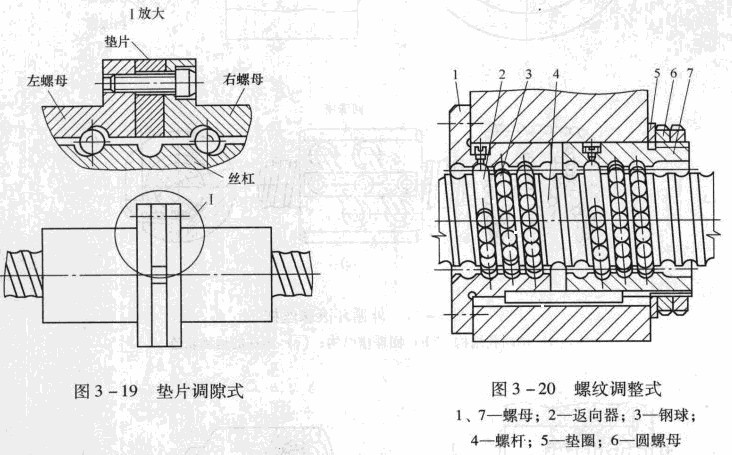
(1)垫片调隙式。如图3 -19所示,调整垫片厚度使左右两螺母产生轴向位移,即可消除 间隙和产生预紧力。这种方法结构简单,刚性好,但调整不便,滚道有磨损时不能随时消除间隙和进行预紧。
(2)螺纹调整式。如图3 -20所示,蝶、母l一端有凸缘,螺母7外端制有蝶、纹,调整时只要旋动因螺母6,即可消除轴向间隙并可达到产生预紧力的目的。
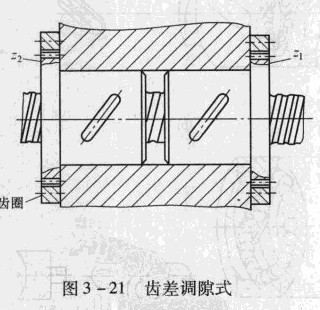
(3)齿差调隙式。如图3 - 21所示,在两个螺母的凸缘上各制有圆柱外齿轮,分别与固紧在套筒两端的内齿圈相喻合,其齿数分别为ZI和勺,并相差一个齿。调整时,先取下内齿圈,让两个螺母相对于套筒同方向都转动一个齿,然后再插入内齿圈,则两个螺母便产生相对角位移。这种调整方法能精确调整预紧盘,调整 方便、可靠,但结构尺寸较大,多用于高精度的传动。
2.单螺母消除间隙
(1)单螺母变位螺距预加负荷。如图3 -22所示,它是在滚珠螺母体内的两列循环珠链之 间,使内螺母滚道在轴向产生一个螺距突变量,从而使两列滚珠在轴向错位实现预紧。这种调隙方法结构简单,但负荷盘须预先设定且不能改变。
(2)单螺母蝶钉预紧。如图3 -23所示,螺母的专业生产工作完成精磨之后,沿径向开一薄槽,通过内六角调整螺钉实现间隙的调整和预紧。该专利技术成功地解决了开槽后滚珠在螺母中良好的通过性。单螺母结构不仅具有很好的性能价格比,而且间隙的调整和预紧极为方便。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack