-
-3 8
数控冲床空气静压单元故障处理
故障现象:数控冲床开机时出现空气静压压力不足故障报警而停机,查看空气静压单元压力表元压力显示。
故障检查与分析: RAPID -6K数控冲床由德国WOTAN公司制造,采用SIEMENS8数控系统。
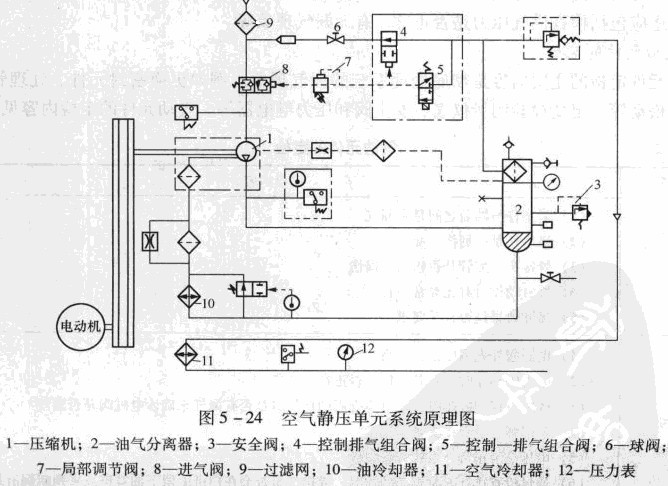
机床采用空气静压导轨,空气由空气静压单元提供,工作原理如图5 -24所示。经分析研究认为可能产生故障的原因是:①进口空气过滤器阻塞;②出口管路有泄漏;③安全阀失灵;④排气阀失灵;⑤进气间没有打开;⑥压缩机失效。
按照故障原因的分析逐一查找故障点。首先查找压缩机出口外部元件,经检查管道及各插头无任何泄漏,安全间也正常。
其次查找控制进气一排气回路。从图5 -24可以看出,如果压缩机在工作状态,排气阀动作失灵没有断开排气回路,就会造成空气直接排回进气口。所以检查该回路时,让压缩机处工作状态,将球阀关闭,这时压力表显示压力6.5MPa,证明空气在此回路跑失。但仍然达不到工作压力10MPa的要求,进而判断压缩机也存在进气阀工作不到位而造成吸气不足。由于排气阀和进气阀动作由控制一排气组合阀5控制,工作时该阀没有动作,那么进气阀和排气阀无法正常工作,故而导致故障的出现。所以决定拆卸控制一排气组合阀5发现其电磁铁线圈坏了。
故障处理:由于控制阀是组合阀,而且连同球阀等一起安装在油气分离器壁体上,进出气口并不都是管路连接,没有原样间体根本无法替换。在修理过程中只好将原回路作微小改动:第一步,将控制阀的阀芯取出使其处于常通状态,并将排气小孔堵死。第二步,借助局部调节阀引出管路在其上接一排气阀(如图5 - 25所示)。利用解决当压缩机停机时的排气问题。同时把该阅电磁铁线圈接到原控制阀控制线路上。经过改动后空气静压单元己能保证正常工作。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack