-
-3 14
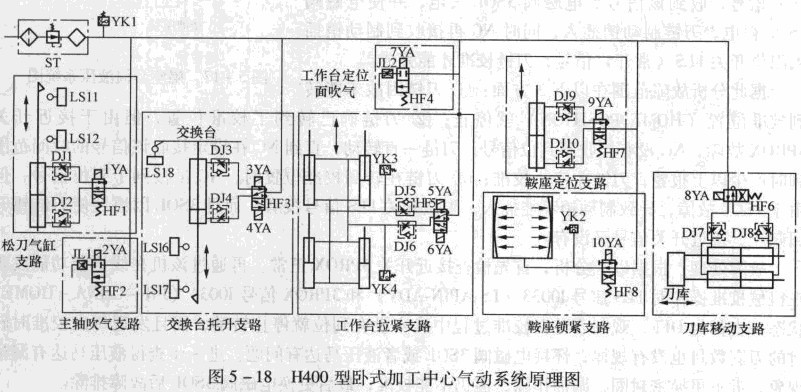
如图5 -18所示, H400型数控冲床工作台具有回转分度功能。与工作台连接为一体的鞍座采用蜗轮蜗杆机构使之可以回转,鞍座与床鞍之间具有了相对回转运动,并分别采用插销和可以变形的薄壁气缸实现床鞍和鞍座之间的定位与锁紧。当数控系统发出鞍座回转指令并做好相应的准备后,两位单电控电磁阀HF7得电,定位插销缸活塞向下带动定位销从定位孔中拔出,到达下运动极限位置后,由感应开关检测到位信号,通知数控系统可以进行鞍座与床鞍的放松,此时两位正在电控电磁阔盯8得电动作,锁紧薄壁缸中高压气体放出,锁紧活塞弹性变形囚复,使鞍座与床鞍分离。该位置由于受结构限制,检测放松与锁紧信号较困难,故采用可调工作点的压力继电器YK2检测压力信号,并以此信号作为位置检测信号。该信号送人数控系统,控制鞍座进行回转动作,鞍座在电动机、同步带、蜗杆-蜗轮机构的带动下进行回转运动。当达到预定位置时,由感应开关发出到位信号,停止转动,完成回转运动的初次定位。电磁阀HF7断电,插销缸下腔通人高压气,活塞带动插销向上运动,插入定位孔,进行回转运动的精确定位。定位销到位后,感应开关发信通知锁紧缸锁紧,电磁阀旧3失电,锁紧缸充入高压气体,锁紧活塞变形,YK2检测到压力达到预定值后,即是鞍座与鞍床夹紧完成。至此,整个鞍座回转动作完成。另外,在该定位支路中, DJ9、DJIO是为避免插销冲击损坏而设置的调节上升、下降速度的单向节流阀。
刀库移动支路
H400数控冲床采用盘式刀库,具有10个刀位。在数控冲床进行自动换刀时,由气缸驱动刀盘前后移动,与主轴的上下左右方向的运动进行配合实现刀具的装卸,并要求在运行过程中稳定、无冲击。如图5 -18所示,在换刀时,当主轴到达相应位置后,通过对电磁阀HF6得电和失电使刀盘前后移动,到达两端的极限位置,并由位置开关感应到位信号,与主轴运动、刀盘回转运动协调配合完成换刀动作。其中FH6断电时,刀库部件处于远离主轴的原位。DJ7,DJ8为避免冲击而设置的单向节流间。
该气动系统中,在交换台支路和工作台拉紧支路采用两位双电控电磁阀(HF3、HF4),以澄免在动作进行过程中突然断电造成的机械部件的冲击损伤。并且系统中所有的控制阀完全采用板式集装阀连接,该种安装方式结构紧凑,易于控制、维护与故障点检测。为避免气流放出时所产生的噪声,在各支路的放气口均加装了消声稽。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack