-
-3 22
数控冲床斜齿圆柱齿轮传动副
(1)轴向垫片调整法。图3 - 12所示为斜齿轮垫片调整法,其原理与错齿调整法相同。斜窗I和2的齿形拼装在一起加工,装配时在两薄片齿轮间装人已知厚度为t的垫片3,这样它的螺旋便错开了,使两薄片齿轮分别与宽齿轮4的左、右齿面贴紧,消除丁间隙。垫片3的厚度t与齿俱IJ间隙A的关系可用下式表示 垫片厚度一般由测试法确定,往往要经几次修磨才能调整好。数控冲床这种结构的齿轮承载能力较小,且不能自动补偿消除间隙。
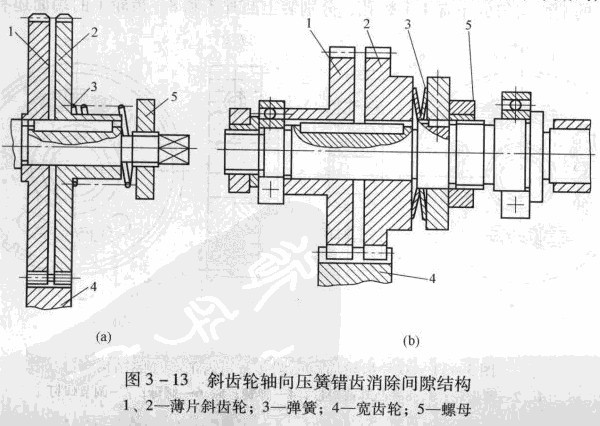
(2)轴向压簧调整法。图3 -13所示为斜窗轮轴向压簧错齿消除间隙结构。该结构的消除间隙原理与轴向垫片调整法相似,所不同的是利用齿轮2右面的弹簧压力使两个薄片齿轮的左右齿面分别与宽齿轮的左右齿面贴紧,以消除齿侧间隙。因3 -13 (a)所示结构中采用的是压簧,图3-13 (b)所示结构中采用的是碟形弹簧。
弹簧3的压力可利用麟、母5来调整,压力的大小要调整合适,压力过大会加快齿轮磨损,压力过小又达不到消除间隙的作用。这种结构的齿轮间隙能自动消除,始终保持无间隙的啃合,但它只适于负载较小的场合,并且这种结构轴向尺寸较大。
数控冲床锥齿轮传动副
锥齿轮同圆柱街轮一样可用上述类似的方法来消除齿侧间隙。
( 1)轴向压簧调整法。图3 -14所示为轴向压簧调整法。两个咬合着的锥齿轮1和2,其中在装锥齿轮1的传动轴5上装有压簧3,锥窗轮1在弹簧力的作用下可稍作轴向移动,从而消除间隙。弹簧力的大小由螺母4调节。
(2)周向弹簧调整法。图3 -15所示为周向弹簧调整法。将一对日齿合锥齿轮中的一个齿轮 做成大小两部分1和2,在大片上制有3个圆弧槽,而在小片的端面上制有3个凸爪6,凸爪6伸入大片的圆弧糟中。弹簧4一端顶在凸爪6上,另一端顶在镰块3上,为了安装方便,用蝶钉5将大小片齿圈相对固定,安装完毕之后将螺钉卸去,利用弹簧力使大小片锥齿轮稍微错开,从而达到消除间隙的目的。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack