-
-5 31
数控冲床分度工作台的分度和定位按照控制系统的指令自动进行,每次转位回转一定的角度(90°、60°、45°、30°等),为满足分度精度的要求,要使用专门的定位元件。常用的定位元件有插销 定位、反靠定位、端齿盘定位和钢球定位等几种。
1.插销定位的分度工作台
数控冲床这种工作台的定位元件由定位销和定位套孔组成,图6 -5所示是自动换刀数控卧式键镜床分度工作台的结构图。
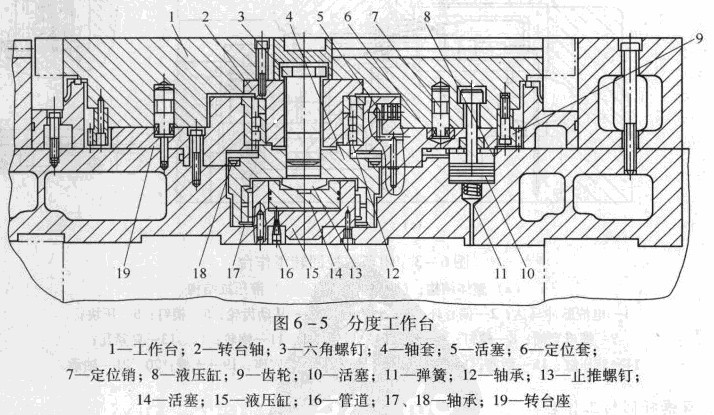
数控冲床工作台下方有八个均布的圆柱定位销7和定位套6及一个马蹄式环形槽。定位时,只有一个定位销插入定位套的孔中,其他七个则进入马蹄形环糟中。此种分度工作台只能实现45。等分的分皮定位。当需要分度时,首先由数控冲床控制系统发出指令,使六个均布于固定工作台圆周上的夹紧液压缸8(图中只画出一个)上腔中的压力油流回油箱。在弹簧11的作用下,推动活塞上升15mm,使分度工作台放松。同时中央液压缸15从管道16进压力油,于是活塞14上升,通过止推螺钉13,止推轴套4将推力圆柱滚子轴承18向上抬起15阳n而顶在转台座19上。再通过六角螺钉3,转台轴2使分度工作台1也抬高15mm。与此同时,定位销7从定位套6中拨出,元成了分度前的准备动作。控制系统再发出指令,使液压马达回转,并通过齿轮传动(图中未表示出)使和工作台固定在一起的大齿轮9回转,分度工作台便进行分度,当其上的挡块碰到第一个微动开关时开时减速,然后慢速回转,碰到第二个微动开关时准停。此时,新的定位销7正好对准定位套的定位孔,准备定位。分度工作台的回转部分由于在径向有双列滚柱轴承12及滚针轴承17作为两端径向支承,中间又有推力球轴承,故运动平稳。分度运动结束后,中央液压缸15的油液流囚油箱,分度工作台下降定位,同时夹紧液压缸8上端进压力油,活塞10下降,通过活塞杆上端的台阶部分将工作台夹紧,在工作台定位之后夹紧之前,活塞5顶向工作台,将工作台转轴中的径向间隙消除后再夹紧,以提高工作台的分度定位精度。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack