-
-6 9
数控冲床上的带有托板交换工件的分度工作台用端齿盘分度结构。
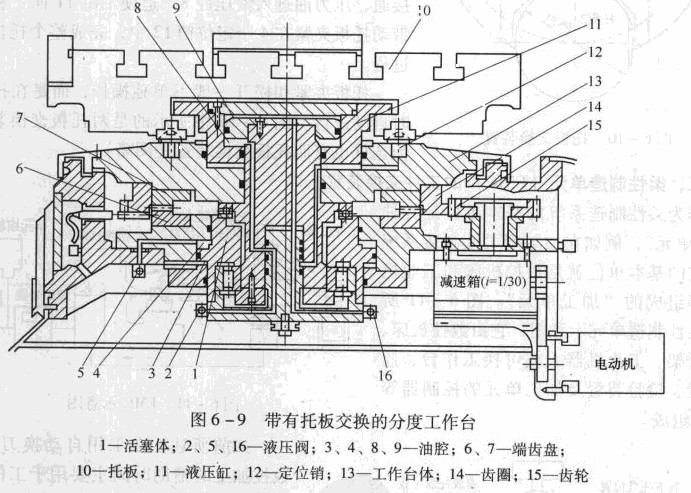
当数控冲床工作台不转佳时,上齿盘7和下齿盘6总是啃合在一起,当控制系统给出分度指令后,电磁铁控制换向阀运动(图中未画出),使压力油进入油腔3,使活塞体l向上移动,并通过滚珠轴承带动整个工作台台体13向上移动,台体13的上移使得端齿盘6与7脱开,装在工作台13上的齿圈14与驱动齿轮15保持啃合状态,电动机通过皮带和一个降速比为i = 1130的减速箱 带动齿轮15和齿圈14转动,当控制系统给出转动指令时,驱动电动机旋转并带动上齿盘7旋转进行分度。当转过所需角度后.驱动电动机停止,压力池通过液压阀5进入油腔4,迫使活塞体i向下移动并带动整个工作台台体13下移,使上下齿盘相啃合,可准确地定位,从而实现了工 作台的分度。
驱动齿轮15上装有剪断销(图中未画出),如果分度工作台发生超载或碰撞等现象,剪断销将被切断,从而避免了机械部分的损坏。
分度工作台根据编程命令可以正转,也可以反转,由于该齿盘有3ω个窗,故最小分度单位为10。
分度工作台上的两个托板是用来交换工件的,托板规格为ct>630mm。托板台面上有7个T形槽,两个边缘定位块用来定位夹紧,托板台面利用T形槽可安装夹具和零件,托板是靠四个精磨的圆锥定位销12在分度工作台上定位,由液压夹紧,托板的交换过程如下:
当需要更换托板时,控制系统发出指令,使分度工作台返回零位,此时液压阀16接通,压力油进入油腔9,使得液压缸11.向上移动,托板则脱开定位销J2。当托板被顶起后,液压缸带动齿条(见图6 -10中虚钱部分)向左移动,从而带动与其相啃合的齿轮旋转并使整个托板装置旋转,使托板沿着滑动轨道旋转180。,从而达到托板交换的目的。当新的托板到达分度工作台上面时,空气阀接通,压缩空气经管路从托板定位销12中间吹出,消除托板定位销孔中的杂物。同时,电磁液压阀2接通,压力油进入液压腔8,迫使油缸川向下移动,并带动托板夹紧在4个定位销12中,完成整个托板的交换过程。
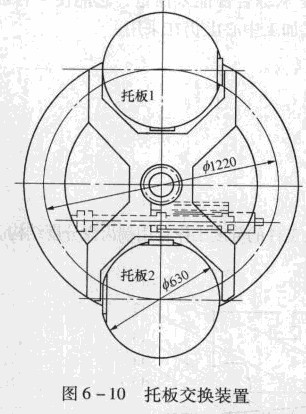
数控冲床托板夹紧和松开一般不单独操作,而是在托板交换时自动进行。图6 -10中所示的是两托板交换装置。作为选件也有四托板交换装置(图略)。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack