-
-2 12
- 1 数控冲床液压主传动的优点主要表现在以下几方面1、可以根据板料厚度、冲孔类型以及送料速度和距离等因素,在程序中设定适当的上死点位置,尽量减少冲头行程,并通过参数优化消除送料与冲压的间歇时间,从而提高了冲压频率。2、由于冲头在整个冲压循环中的速度可以参数化改变,通过降低冲头在接触板料时的速度,减轻了冲击和振动,从而降低冲压噪音。3、冲压工艺性得到进一步扩展。不仅可以进行高速打标、快速冲孔,而且由于冲头停止精度高、全行程均能发出更大冲压力,因而适合于完成一些如拉伸和滚压等特殊成型。目前,数控转塔冲床主传动采用的液压系统主要有两类:一是德国哈雷公司的专用于冲床的系列产品(见图3.18),其具有技术领先、规格齐全、性能优良、低耗节能、便于维修等优点,在国内外均有较高的市场份额。
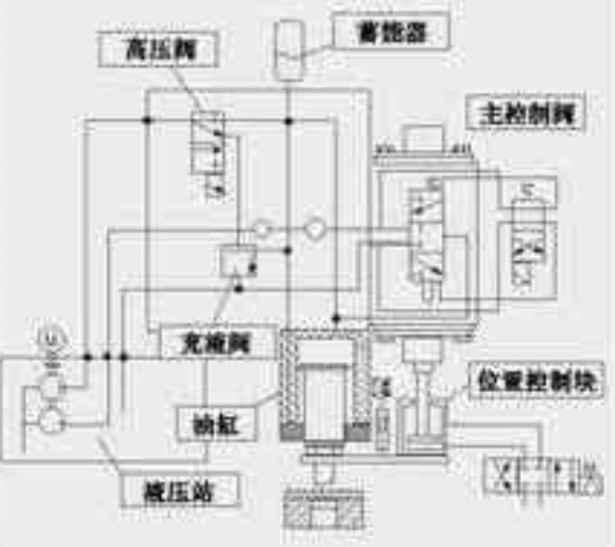 图3.18德国哈雷HKL型液压系统示意图二是德国施耐德、力士乐公司的伺服阀控制液压冲孔系统,它具有响应速度快、位置精度高等特点,但却存在能耗及发热量大、维修成本较高等不足。2 伺服电机驱动式主传动的结构形式主要有以下两种1、在传统机械式主传动的基础上,将伺服电机直接与曲轴相连,省去飞轮及离合器与制动器。日本AMADA公司的EM2510NT型数控转塔冲床,是将两台伺服电机分别连接于曲轴的两端,控制其同步运转,保证了对曲轴足够的扭矩输出,同时可以获得很高的冲压频率。而另外一种结构形式是伺服电机通过减速机再与曲轴相连(见图3.19),这样可以适当降低伺服电机的额定扭矩,但最高冲压频率也被限制。图3.19数控伺服电机驱动式主传动部件2、伺服电机通过减速器与曲柄肘杆机构相连,这是日本MURATEC公司的MOTORUM-2048LI型数控转塔冲床的结构形式(见图3.20)。该结构虽然比较复杂,但其利用曲柄肘杆机构特有的增力特性,可以降低伺服电机的负载扭矩,并且曲柄旋转一周,滑块上下运动两次,这样能够达到更高的冲压频率。
图3.18德国哈雷HKL型液压系统示意图二是德国施耐德、力士乐公司的伺服阀控制液压冲孔系统,它具有响应速度快、位置精度高等特点,但却存在能耗及发热量大、维修成本较高等不足。2 伺服电机驱动式主传动的结构形式主要有以下两种1、在传统机械式主传动的基础上,将伺服电机直接与曲轴相连,省去飞轮及离合器与制动器。日本AMADA公司的EM2510NT型数控转塔冲床,是将两台伺服电机分别连接于曲轴的两端,控制其同步运转,保证了对曲轴足够的扭矩输出,同时可以获得很高的冲压频率。而另外一种结构形式是伺服电机通过减速机再与曲轴相连(见图3.19),这样可以适当降低伺服电机的额定扭矩,但最高冲压频率也被限制。图3.19数控伺服电机驱动式主传动部件2、伺服电机通过减速器与曲柄肘杆机构相连,这是日本MURATEC公司的MOTORUM-2048LI型数控转塔冲床的结构形式(见图3.20)。该结构虽然比较复杂,但其利用曲柄肘杆机构特有的增力特性,可以降低伺服电机的负载扭矩,并且曲柄旋转一周,滑块上下运动两次,这样能够达到更高的冲压频率。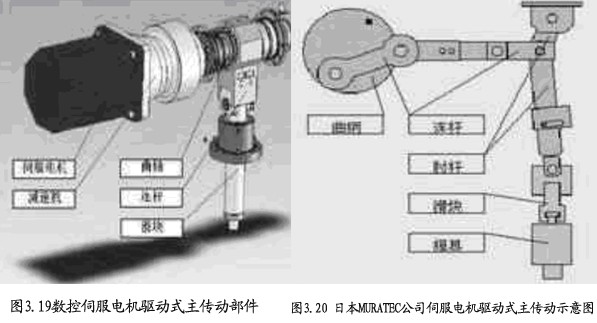
3 伺服电机驱动式主传动的特点伺服电机驱动式主传动,不仅保留了机械式主传动结构成熟可靠的优点,而且具备了液压主传动的诸多特性,其特点主要有:(1)节省能源。传统的机械式主传动由电机带动飞轮旋转并积聚一定的能量,工作过程中,飞轮能量冲压时消耗,并在返回上死点时重新积累。而对于伺服电机驱动式主传动,能量无需存储,伺服电机也不需要一直旋转,仅在冲压时启动并提供所需能量。另外,由于取消了飞轮及离合器与制动器,使结构简化,因此电能消耗大大降低。上述两种数控转塔冲床,与各自传统机型相比,节能分别达到60%和30%,非常显著。(2)降低噪音。滑块冲压磨具穿透板料时,会受冲压反力作用产生振动和冲击,由此带来的噪音也会随滑块速度和冲压力的增加而增大。机械式主传动冲床通常通过加强床身和提高吨位来减少噪音。而伺服电机驱动式主传动冲床却能够在行程的每时每刻对滑块的速度进行控制和调节,因此可以在冲压中段控制冲头使其停顿,并降低其进入板料时的速度,从而达到减少噪音的目的,通常降噪效果可达10分贝左右。另外,通过这种方式,在减少噪音的同时,还能减轻冲头进入板料时的冲击,进而延长模具的使用寿命。(3)提高效率。数控转塔冲床伺服电机驱动式主传动的滑块行程和速度能够任意调整,可以选择冲压所需的最短行程,同时设定合适的速度,使其与送料同步,从而有效地提高生产率。日本AMADA公司的EM2510NT型数控转塔冲床,25mm步距下更大冲孔次数可达到500次/分钟,而压印时更高达1800次/分钟,该指标达到了目前数控转塔冲床的高端水平。(4)优化工艺。通过精确设定滑块停止位置尤其是下死点,能够提高成型模具的加工精度。按照冲压工艺和模具类型,通过优化程序来控制滑块以适应各种冲压模式,如压印、冲孔、成型等。以下列举出几种典型的工作模式:1)高速冲。伺服电机间歇运转,根据板料厚度、冲孔大小,控制冲头以最短的行程和最快的速度进行冲压。2)步冲。伺服电机连续运转,按照一定的送料速度和步距,以合适的频率连续冲压。3)成型。精确设定冲头下死点位置及停止时间,使成型模保证材料充分的变形与流动,提高其成型精度。4)静音加工。通过程序控制冲头打击速度,采用两段式冲压,减少振动和噪音,延长模具寿命。5)模具校准。通过监测伺服电机的输出扭矩来检测上下模具的对中性。该模式下,控制滑块缓缓下降至设定位置,并监测当冲头接触下模时伺服电机的扭矩,当其超过平稳进入时的预设数值时,冲头会停止运动并报警。4 离合器的控制冲压加工时,数控冲床的驱动电动机和飞轮是经常转动的。冲床的冲压及停止,只需开、停滑块运动,这是通过控制装置将离合器接合或脱开来实现的。数控转塔冲床滑块,经常需要有以下几种动作方式。1、单冲:滑块作一次行程,然后停止在上始点附近;2、连凇滑块作连续的往复行程;3、点动:在调整冲模时,常需要滑块做小量移动;4、紧急停止:当发生紧急情况时,需要滑块立即停止移动。上述滑块的不同动作,实质上是个控制离合器和制动器的脱开或接合问题。制动器是为了克服离合器脱开后曲轴和滑块的惯性运动,使之能立即停住的快停机构。从操作的方便和安全出发,不论是用电气一机械或者电气一气动一机械控制方式,必须满足下列要求。1、离合器和控制器要相互协调动作并要求在两者动作之间连锁,即开机时制动器先脱开,离合器稍滞后接合;停机时离合器先脱开,制动器稍滞后接合.否则会发生无功的动力消耗,离合器与制动器的过多磨损、发热,甚至损坏机床等类事故。2、防止意外误动而造成事故。在一些旧式的冲床上,多采用抽键式离合器,是用脚踏开关的拉杆将抽键从飞轮的键槽中抽出,使曲轴与飞轮连接脱开,飞轮空转,则曲轴与滑块停止运动。这种冲床的单冲加工必须是踩下脚闸后立即抬起,否则就会产生连冲,如果操作者疏忽失误,手指或工具未来得及脱离模具危险区域时,滑块的连动落下将会发生严重事故。此外无意的触动电钮也会产生同样后果。为此必须安装必要的防护装置,以防止意外事故的发生。3、控制离合器和制动器的动作要灵敏、可靠。否则在需要紧急制动时,滑块不能急速停住而造成人员、模具或损坏设备等类事故。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack