-
-4 10
1、切削层与切削参数
金属切削的过程是刀具与工件相互运动、相互作用的过程。刀具与工件的相对运动可以分解为两个方面:一个是主运动;另一个是进给运动。
主运动:使工件与刀具产生相对运动而进行切削的最主要的运动。
刀刃上选定点相对于工件的主运动速度称为切削速度。主运动特点是运动速度最高,消耗功率更大。主运动一般只有一个。
进给运动:保证金属的切削能连续进行的运动。
工件或数控转塔冲床刀具每转动一周或每行进一个行程时,工件和刀具在进给运动方向的相对位移量,称为进给量。进给运动的特点是运动速度低,消耗功率小。进给运动可以有几个,可以是连续运动,也可以是间歇运动。
如图1-1所示,外圆的车削运动中,Vc为切削刃某点切削速度,Vf为同一点的进给运动速度,Ve为两个运动的合成速度。
金属切削过程是通过刀具切削工件切削层进行的。在切削过程中,刀具的刀刃在一次走刀中从工件待加工表面切下的金属层,被称为切削层。切削层的截面尺寸被称为切削层参数。此外,在切削层中还有一个重要概念--背吃刀量ap,它是在与主运动和进给运动方向所组成的平面相垂直的方向上测量得到的工件上已加工表面和待加工表面间的垂直距离。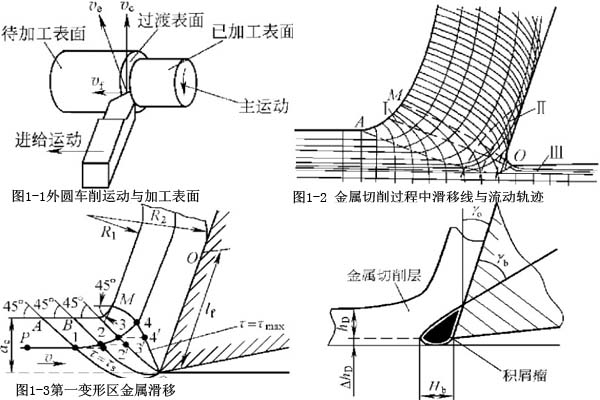
2、切削过程
金属切削过程实际是被切削金属层在刀具的挤压下产生剪切滑移的塑性变形过程,在切削过程中也有弹性变形,但与塑性变形相比可以忽略。切削过程中,还会产生积屑瘤,反过来又对切削产生影响。
(1)金属切削过程的变形
金属在加工过程中会发生剪切和滑移,图1-2表示金属的滑移线与流动轨迹,其中横向线是金属流动轨迹线,纵向线是金属的剪切滑移线。图1-3表示金属的滑移过程。由图1-2可知,金属切削过程的塑性变形通常可以划分为三个变形区。
①第一变形区 切削层金属从开始塑性变形到剪切滑移基本完成,这一过程区域称为第一变形区。
②第二变形区 产生塑性变形的金属切削层材料经过第一变形区后沿刀具前刀面流出,在靠近前刀面处形成第二变形区
③第三变形区 金属切削层在己加工表面受刀具刀刃
(2)积屑瘤的形成及其对加工的影响
在一定的切削速度和保持连续切削的情况下,加工塑性材料时,在刀具前刀面常常黏结一块剖面呈三角状的硬块,这块金属被称为积屑瘤。
积屑瘤的形成可以根据第二变形区的特点来解释。当金属切削层从终滑移面流出时,受到刀具前刀面的挤压和摩擦,切屑与刀具前刃面接触面温度升高,挤压力和温度达到一定的程度时,就产生黏结现象,也就是常说的“冷焊”。切屑流过与刀具黏附的底层时,产生内摩擦,这时底层上面金属出现加工硬化,并与底层黏附在一起,逐渐长大,成为积屑瘤,如图1-9所示。
积屑瘤的产生不但与材料的加工硬化有关,而且也与刀刃前区的温度和压力有关。一般情况下,材料的加工硬化性越强,越容易产生积屑瘤;温度与压力太低不会产生积屑瘤,温度太高也不会产生积屑瘤;与温度相对应,切削速度太低不会产生积屑瘤,切削速度太高,积屑瘤也不会产生,因为切削速度对切削温度有较大的影响。
积屑瘤硬度很高,是工件材料硬度的2~3倍,能同刀具一样对金属进行切削。它对金属切削过程会产生如下影响。
①实际刀具前角增大 刀具前角%指前刀面与基面之间的夹角。如图1-4所示,由于积屑瘤的黏附,刀具前角增大了一个yb角度,如把积屑瘤看成是刀具的一部分,无疑实际刀具前角增大,变为%+ yb。
刀具前角增大可减小切削力,对切削过程有积极的作用。而且,积屑瘤的高度Hb越大,实际刀具前角也越大,切削越容易。
②实际切削厚度增大 由图1-4可以看出,当积屑瘤存在时,实际的金属切削层厚度比无积屑瘤时增加了一个AhD,显然,这对工件切削尺寸的控制是不利的。值得注意的是,这个厚度AhD的增加并不是固定的,因为积屑瘤在不停地变化,它是一个产生、长大、最后脱落的周期性变化过程,这样可能在加工中产生振动。
③加工后表面粗糙度增大 积屑瘤的底部一般比较稳定,而它的顶部极不稳定,经常会破裂,然后再形成。破裂的一部分随切屑排除,另一部分留在加工表面上,使加工表面变得非常粗糙。因此,要想提高表面加工质量,必须控制积屑瘤的发生。
④切削刀具的耐用度降低 从积屑瘤在刀具上的黏附来看,积屑瘤应该对刀具有保护作用,它代替刀具切削,减少了刀具磨损。但积屑瘤的黏附是不稳定的,它会周期性地从刀具上脱落。当它脱落时,可能使刀具表面金属剥落,从而使刀具磨损加大。对于硬质合金刀具这一点表现尤为明显。
根据积屑瘤产生的原因可以知道,积屑瘤是切屑与刀具前刀面摩擦,摩擦温度达到一定程度,切屑与前刀面接触层金属发生加工硬化时产生的,因此可以采取以下几个方面的措施来避免积屑瘤的发生。
a.首先从加工前的热处理工艺阶段解决。通过热处理.提高零件材料的硬度,降低材料的加工硬化。
b.调整刀具角度,增大前角,从而减小切屑对刀具前刀面的压力。
c.调低切削速度,使切削层与刀具前刀面接触面温度降低,避免黏结现象的发生;或采用较高的切削速度,提高切削温度,因为温度高到一定程度,积屑瘤也不会发生。
d.更换切削液,采用润滑性能更好的切削液,减少切削摩擦。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack