-
-12 28
李忠峰,杨 林,
沈阳工业大学机械工程学院,辽宁 沈阳
杨松,张春,张雪峰
青岛卓东机械科技有限公司,山东 青岛
摘要:以Visual Basic 6.o为开发工具,基于IndraMotion MTX系统,用OPC技术开发了数控转塔冲床实时加工仿真系统。根据该开放式数控系统的特点,对读取的NC程序块进行实时处理,采用模块化思想建立了仿真系统总体框架结构,最终实现对冲切加工程序的静态和动态仿真。
关键词:数控系统;OPC;转塔冲床;仿真
0 引言
卓东机械科技有限公司生产的HP全自动数控冲床采用德国博世力士乐(Bo.sch Rexroth)公司最新推出的开放式数控系统IndraMotion MTX作为控制系统,基于OPC技术进行自主开发。加工程序仿真是其重要的研究内容,下面将重点讲述静态相动态加工仿真程序设计理念与实现过程。
I数控转塔冲床简介
以卓东机械科技HP系列数控冲床(见图1)为例,该系列数控冲床采用高速液压主传动系统,室行程速度(转台转速)达1500r,/min.具有6个数控联动轴。冲头下死点位置编程控制精度达o.01 mm,进料y轴采用双滚珠丝杠结构。夹钳位置可编程设定.自动调节,可满足不同尺寸板料的加工要求,更大加T板材尺寸可达1 250×5 000;最高冲切频率可达X- 750 cpm( Punchingtimcs pcr minutc),y=700 cpm;板料的更大移动速度可达X;75 m,/min.y;70 m/min。数控系统采用IndraK40tion MTX进行控制。
2加工仿真的意义
数控冲床的冲头按照预先编写好的数控加工程序对工件进行冲切加工。对数控冲切过程进行仿真的目的是检验数控冲切程序是否正确及冲切参数选择是否合理.以期在实际冲切加工之前修正数控程序中的错误,优化各种加工参数,从而达到降低废品率和保护设备的目的。而动态实时仿真则可以通过屏幕显示各种实时冲切参数,监测冲切过程。
3静态仿真的实现
静态仿真是动态仿真的前提和基础。首先在加工前对NC程序的正确性进行检测,即对NC程序的词法和语法进行检验。词法错误主要是指程序中输入了冲床不能识别的指令,对这种情况的处理方法是建立了冲床指令字符集,构造了char型字符集,然后逐个读人NC文件的字符,判断它是否在冲床指令字符集中,如果不在则给出错误信息,如果在则读取下一字符。语法错误主要包括书写格式错误、指令搭配错误、指令顺序错误、冲切顺序错误、冲切参数错误等。为方便逐行逐字进行语法检查,可将代码文件读入到一个顺序文件中,用数组格式进行处理,具体结构语句如下:
l.ine Input #l, MyLine
FileLine(M) =CStr(MyLine) M记录敷组的行效
I-Len(MyLine) B字符串类型
M - M+l
Loop
Close #1
该数控转塔冲床的加工指令集是根据开放式数控系统IndraMotion MTX中的高级编程语言CP1。(Custom Program I。anguage)自主开发的G功能代码,其功能代码可分为标准G功能和选配G功能。标准G功能包括冲压加工、程序控制、基准点指定、坐标系指定、时间指定、制造模式和冲头控制7种功能;选配G功能包括上料/下料、夹钳设置和攻丝功能3种指令。
冲切加工程序包含有大量的信息,可从中分离出与仿真轨迹有关的信息,例如T(模具号)、F(模具形状)、A(尺寸)、B(尺寸)、C(尺寸)及G(角度)等信息。其中检验模块可以对数控程序进行正确性验证;译码模块以程序段为单位处理冲切加工程序。由于刀具行处于程序文本的末尾,因此首先对刀具行的参数进行处理·并存人刀具数据的数组中,以备后续程序进行调用,刀具程序段处理流程图见图Z。
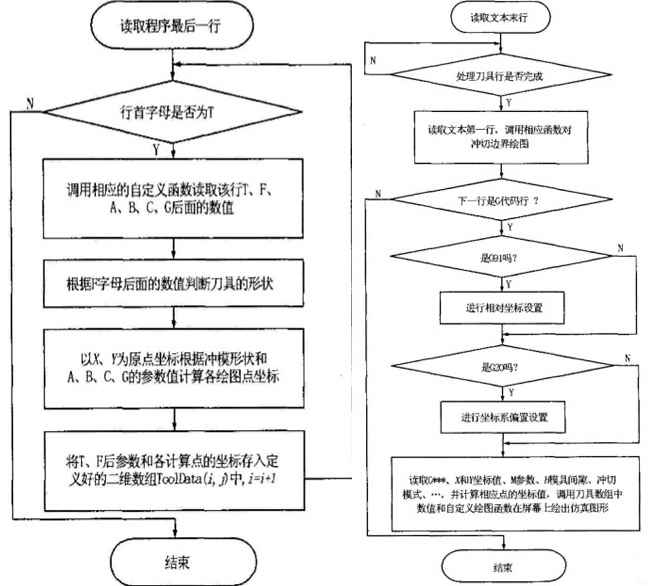
通篇文本程序采取边解释边处理的有式。解释处理模块负责提取与冲切命令和状态有关的信息,通过读入缓存区的数据结构进行分析处理,得出与仿真有关的动作及状态信息,这里主要指对G代码和M代码的处理。静态仿真程序解码流程图结构见图3。图形的仿真显示画面采用VB中Picture控件的功能和属性来实现,界面采用网格式坐标显示图形的具体位置,设置了图形连续放大、缩小、移动等功能。仿真画面同时还显示了相关的程序运行信息,如运行属性、显示属性和程序数据等。本机夹钳采用从下模上方通过
的方式,因而避免了下模与夹钳碰撞,但是为了防止夹钳被误冲,因而采取了仿真程序对夹钳死区进行屏蔽的方式。图4为板材上冲切北京奥运五环标志程序的仿真效果,其中图案周围矩形细线为冲切边界(图中白色箭头所指)。
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack