-
-9 2
在采用自动换刀装置后,数控加工的辅助时间主要用于工件安装及调整,为了进一步提高生产率,就必须设法减少工件的安装和调整时间,因此,下面将介绍几种常用的工件自动交换系统。
托盘交换装置
在柔性物流系统中,工件一般都是用夹具定位央紧的,而夹具被安装在托盘上,当工件在数控冲床上加工时,托盘支撑着工件完成加工任务;当工件输送时,托盘又承载着工件和夹具在数控冲床之间进行传送。因而,从某种意义来说,托盘既是工件承载体,也是各加工单元间的硬件接口。因此,在FMS中,不论数控冲床各自形式如何,都必须采用这种统一的接口,才能使所有加工单元连接成为一个整体。这就要求FMS中的所有托盘都必须采用统一的结构形式。托盘的结构形状一般类似于加工中心的工作台,通常为正方形结构,带有大倒角的棱边和T形槽以及用于夹具定位和夹紧的凸榫。
在加工中心的基础上配置更多(5个以上)的托盘,可组成环形回转式托盘库( AutomaticPallet Changer,APC),称为柔性制造单元(FMC),如图2 41所示。托盘支承在圆柱环形导轨上,由内侧的环链拖动而回转,链轮由电机驱动。托盘的选定和停止位置由可编程控制器进行控制,借助终端开关、光电识别器来实现。精密的托盘交换定位精度要求极高,一般可达到士n 005 mm。更多的托盘变换系统是采用液压驱动,滚动导轨导向,接近开关或组合开关作为定位信号。托盘系统一般都具有存储、运送功能,自动检测功能,工件、刀具归类功能,切削状态监视功能等。托盘的交换是由设在环形交换系统中的液压或电动推拉机构来实现的。这种交换指的是在加工中心下加工的托盘与托盘系统中备用的托盘交换。
图2. 42所示为由工业机器人和数控冲床组成的FMC,它在小型零件加工中应用十分方便。工业机器人从工件台架上将待加工零件搬运到数控冲床上,并将已加工完的工件运离数控冲床。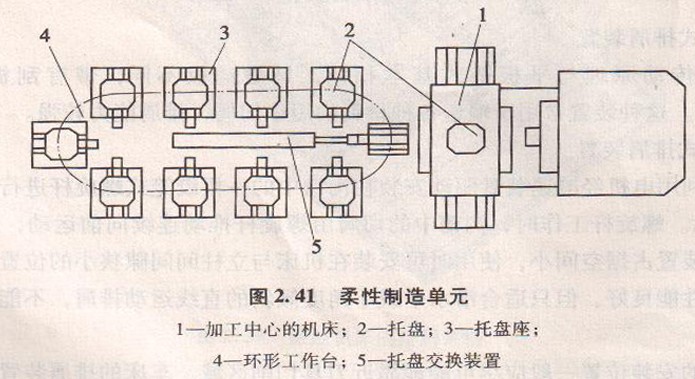
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
- 评论(0)
发表评论 TrackBack