数控冲床信号传递
发布者:卓东机械 发布时间:2011/10/13 11:12:58
数控冲床信号传递概述
数控装置协调各种设备按要求工作,是数控冲床能够正常运行的基础,数控冲床的信号就是这种协调工作的重要保证。其主要是解决数控装置间信息交快成与数控装置外的信号交换过程。其实现的方法包括电气联拔和软件的协调管理。数控冲床信号传递主要是通过此接口来实现的。
1信号的分类
从数控冲床信号传递来看,主要有两类。一类是单台机床内部各种部件之间的信号传递;另一类是机床与机床之间就机床与数控装置之间的信号传递。其中第一类信号主要包括:控制机床坐标轴实时运动的相关信号。它由数控装置将控制信息号传递给对应的驱动装置 (伺服或变频)。由驱动装置对机床上各种信号进行处理,包括主轴、切削液泵起停等机床按钮和各行程开关信号等。第二类信号主要是指做控系统之间通信,包括RS.232C通信和调制解调器等通信方式。
2.接口的分类规范
根据国际标准"ISO504336-1981 (E)机床数字控制装置和数控冲床电气系统设备之间的接口规范的规定,接口分为四种类型(如图2-7所示):
I一一与驱动命令有关的连接电路(动力驱动的联被):
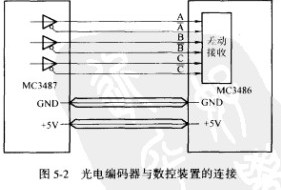
II一一数控装置与测量E系统和测量传虫草器间的连接电路;
III一一电源及保护电路:
IV-涵/晰信号和代码,自号连接电路。
可见, I、Il类连接电路传送的信息是数控系统装置与伺服单元、伺服电动机位置检测和速度恰测器件之间的控制信息.属于做年机制、伺服控制和位测控制的范畴。
3、数控冲床的输入/输出接口
输入输附信号是CNC系统与外界交换的信息,其接口是交快信息的必耍手段.在CNC系统中占有重要的位置。对CNC装位来说,由机床向CNC传送的信号称为输入信号,而由CNC向机床传送的信号称为输出信号。不同的输入/输出设备与CNC系统相联擦,采用与其相应的I/O接口电路和接口芯片。接口芯片一般分为专用芯片和通用芯片。前者专门用于特殊的输入/输出设备的接口。后者适用于多种设备的接口。对数控装置而言,主要交换的信号包候在流数字输入/输出信号、直流模拟I/O信号和交流I/O信号。
4.数控冲床各单元的信号传递
数控装置是数控系统的控制核心,其硬件和软件控制省各种数控功能的实现.它,它具有与数控系统其他组成部分的接口、驱动装置一般是以轴为单位的独立体, 用以控制各个铀的运动,其中进给轴的位置控制部分常在数控装置中以硬件位置控制模板或软件位置调节器实现,即数控装置接收实际位置反馈信号,将其与差补计算出的命令位置相比较,通过位置调节作为轴位控制给定量,再输出给伺服驱动系统。可编程控制器(PLC)接受数控装置发出的数控辅助功能控制命令,对机床操作台和机床电动机控制/监测机构的逻辑处理和监控,也为数控装置提供机床状态和有关应答信号。操作台实际上是数控装置的一部分,包指数控面扳和机床操作面板。数控面板也称为键盘与显示器面板。主要是由数字键、英文字母键、功能键等组成,用于编制加工程序、修改参数等;机床操作面板对于不同数拉机床由于其所需的动作不同,所操配面板也是不相同的,主要有对主轴、进给铀的控制,对加工程序运行控制、急停等等。这些按钮和开关是以开关量的形式通过接口送给数控系统的。