在数控冲床上广泛采用了急停控制,其目的是在紧急情况下,在最短的时间内对机床上所有的运动部件进行制动并停止。数控冲床对急停控制的要求与机床制造厂采用的标准和安全规范有关,不管采用哪种相关的安全标准,急停时所有运动部件都必须在最短的时间内停止运动。即使某些标准要求在急停时断开驱动器或者数控冲床主电源,也必须是在所有运动部件停止后才能切断主电源。有些机床制造厂要求急停时切断数控系统、驱动系统和其他机床电气部件的电源。实际上,通过急停控制直接切断主电源的处理方法是不正确的:一方面,机床上的运动部件由于直接断电会进入自囱状态,导致运动部件进入静止的时间会很长;另一方面,直接断电不符合伺服驱动系统断电时序的要求,可能导致伺服驱动器的硬件故障。
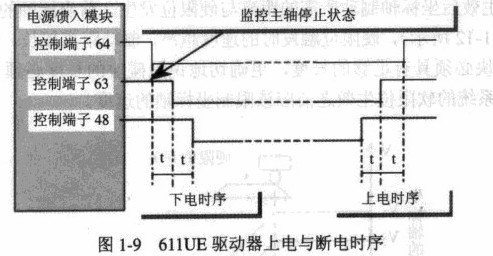
如图1-9所示是611UE伺服驱动器的上电与断电时序图,从图中可以看出,数控系统对伺服驱动系统的上电与断电时序是有严格要求的,在伺服驱动系统上电和断电时序的不同阶段,伺服系统的工作状态是不同的。如果不能正确地控制断电时序易导致伺服电机进入自由状态,使得电机的制动时间延长,不能达到快速制动的目的。反之,如果按照图1-9正确控制了断电时序,则可以保证伺服驱动器快速制动。对于驱动器的各个便能信号(64、63、48),可以参照如图1-10所示采用PLC系统控制,通过PLC控制24V中间继电器的状态来实现 对64、63、48的外部逻辑直接控制。也可以来用如图1-11中所示的方式进行控制,在急停按钮SBI或SB2按下后, 24V继电器KAI的控制线圈失电而导致驱动器的控制端子64和端子9断开。使用这种方案不仅急停可以断开驱动器的控制便能,而且任何一个进给轴发生硬限位时也可以断开控制使能。