
[例1]刀柄和主轴的故障的排除。
故障现象:某型号数控冲床换刀时主轴锥孔吹气,把含有铁锈的水分子吹出,并附着在主轴锥孔和刀柄上。刀柄和主轴接触、不良。
分析及处理过程:数控冲床气动控制原理图如图5 -26所示。故障产生的原因是压缩空气中含有水分。如采用空气干燥机,使用于燥后的压缩空气问题即可解决。若受条件限制,没有空气干燥机,也可在主轴锥孔吹气的管路上进行两次分水过滤,设置自动放水装置,并对气路中相关零件进行防锈处理,故障即可排除。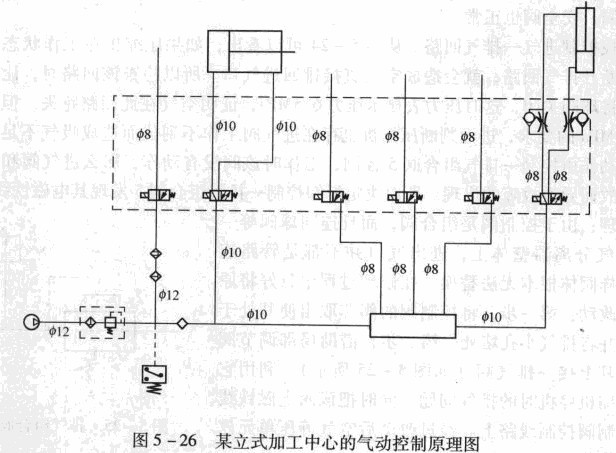
[例2]松刀动作缓慢的故障维修。
故障现象:某品牌数控冲床换刀时,主轴松刀动作缓慢。
分析及处理过程:根据图5 -26所示的气动控制原理图进行分析,主轴松刀动作缓慢的原因有:①气动系统压力太低或流量不足;②机床主轴拉刀系统有故障,如碟型弹簧破损等;③主轴松刀气缸有故障。根据分析,首先检查气动系统的压力,压力表显示气压为0.6MPa,压力正常;将机床操作转为手动,手动控制主轴松刀,发现系统压力下降明显,气缸的活塞杆缓慢伸出,故判定气缸内部漏气。拆下气缸,打开端盖,压出活塞和活塞环,发现密封环破损,气缸内壁拉毛。更换新的气缸后故障排除。
[例3]变速无法实现的故障排除。
故障现象:某厂家生产的数控冲床换挡变速时,变速气缸不动作,无法变速。
分析及处理过程:根据图5 -26所示的气动控制原理图进行分析,变速气缸不动作的原因有:①气动系统压力太低或流量不足;②气动换向阀米得电或换向阀有故障;③变速气缸有故障。
根据分析,首先检查气动系统的压力,压力表显示气压为0. 6MPa,压力正常;检查换向阀电磁铁已带电,用手动换向间,变速气缸动作,故判定气动换向阀有故障。拆下气功换向阀,检查发现有污物卡住阀心。进行清洗后,重新装好,故障排除。
