
数控冲床开环数控转台和开环直线进给机构一样,都可以用功率步进电动机来驱动。图6 -2所示为自动换刀数控冲床数控回转台的结构图。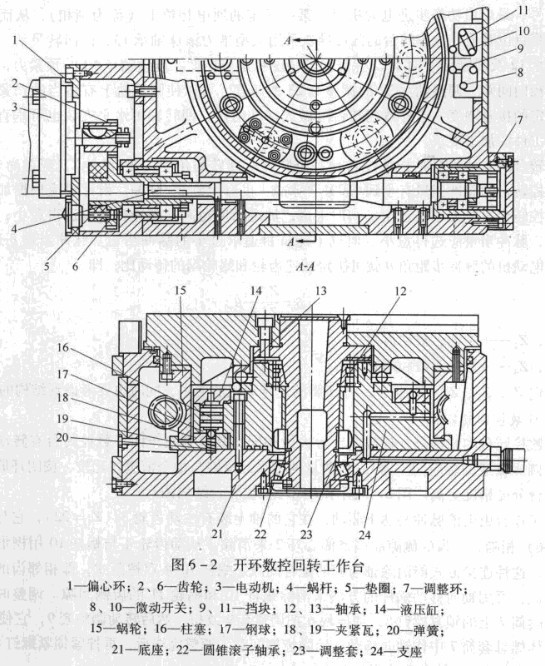
步进电动机3输出轴上的齿轮2与齿轮6咱合,自齿合间隙由偏心环1;来消除。齿轮6与蜗杆4用花键结合,花键结合间隙应尽量小,以减小对分度精度的影响。蜗杆4为双导程蜗籽,可以 用轴向移动蜗杆的办法来消除蜗杆4和蜗轮15的啃合间隙。调整时,只要将调整环7(两个半圆环垫片)的厚度尺寸改变,便可使蜗杆沿轴向移动。
蜗杆4的两端装有滚针轴承,左端为自由端,可以伸缩。右端装有两个角接触球轴承,承受蜗杆的轴向力。蜗轮15下部的内、外两面装有夹紧瓦18和19,数控回转台的底座21上固定的支座24内均布6个液压缸14。液压缸14上端进压力油时,柱塞16下行,通过钢球17推动夹紧瓦18和19将蜗轮夹紧,从而将数控转台夹紧,实现精确分度定位。当数控转台实现圆周进给运动时,控制系统首先发出指令,使液压缸14上腔的油液流回油箱,在弹簧20的作用下把钢球体17抬起,夹紧瓦18和19就松开蜗轮15°桂塞16到上位发出信号,功率步进电动机启动并按指令脉冲的要求驱动数控转台实现圆周进给运动。当转台做圆周分度运动时,先分度回转再夹紧蜗轮,以保证定位的可靠,并提高承受负载的能力。
数控转台的分度定位和分度工作台不同,它是按控制系统所指定的脉冲数来决定转位角度,没有其他的定位元件。因此,对开环数控转台的传动精度要求高、传动间隙应尽量小。数控转台设有零点,当它作回零控制时,先快速回转运动至挡块11压合微动开关10时,发出“快速回转”变为“慢速回转”的信号,再由挡块9压合微动开关8发出从“慢速回转”变为“点动步进”信号,最后由功率步进电动机停在某一固定的通电相位上(称为锁相),从而使转台准确地停在零点位置上。数控转台的圆形导轨采用大型推力滚珠轴承13,使团转灵活。径向导轨由滚子轴承12及圆镀滚子轴承22保证回转精度和定心精度。调整轴承12的预紧力,可以消除回转轴的径向间隙。调整轴承22的调整套23的厚度,可以使圆导轨上有适当的预紧力,保证导轨有一定的接触刚度。这种数控转台可做成标准附件,回转轴可水平安装也可垂直安装,以适应不同工件的加工要求。
数控转台的脉冲当量是指数控转台每个脉冲所回转的角度(度/脉冲),现在尚未标准化。
现有的数控转台的脉冲当量有小到0.001°/脉冲,也有大到2'/脉冲。设计时应根据加工精度的要求和数控转台直径大小来选定。一般来讲,加工精度愈高,脉冲当量应选得愈小;数控转台直径愈大,脉冲当量应选得愈小。但也不能盲目追求过小的脉冲当量。
