数控冲床柔性制造单元(FMC)的工件交换装置
发布者:卓东机械 发布时间:2014/3/7 9:13:54
作为柔性制造系统的基本单位是各种制造单元中,它的基本单位就是数控冲床和工业机器人等组成的“加工单元”。图6 -11所示为柔性制造单元示意图,它由数控冲床、工件台架、工业机器人或可换工作台、监控装置、检验装置及加工单元的控制器等6部分组成。

如前所述,在采用自动换刀装置后,数控加工的辅助时间主要用于工件安装及调整,如果要进一步提高生产率,就必须设法减少工件安装调整的时间。如在工作台加工第一个工件时,在工作台的另一端安装调整第二个工件。待第一个工件加工完后,工作台快速移动使第二个工件进入加工区进行加工,即工件安装调整时间与加工时间重合。目前普遍采用自动随行夹具(亦称托盘)的方式来减少工件安装调整时阅。图6 -12所示为工件装、卸工位分开的自动更换随行夹具的方案。可预先在随行夹具上将坯件安装调整好。随行夹具有标准的滑行导轨和定位夹紧结构,便于在工件台商上传送、定位和夹紧。图示结构、卸工位和工作A串行排列,分别置于工作台两端,其优点是坯件与成品堆钱分开,便于管理。

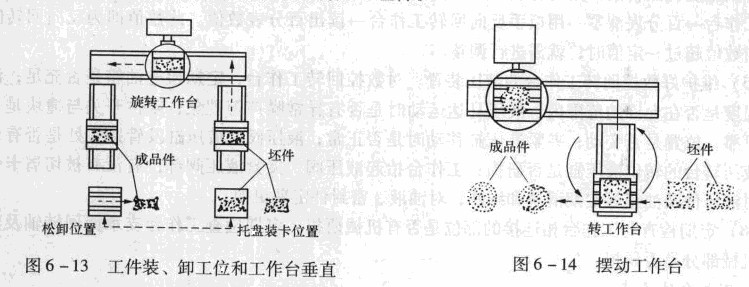
图6 -13所示为工件装、卸工位和工作台垂直排列,此时旋转工作台必须先移到卸荷工位,将随行夹具连同成品卸下,然后移到安装工位,接受装有坯件的随行夹具。
图6 -14所示为摆动工作台更换随行夹具的方案,这种方案操作者无须采回走动。当加工完毕,成品随行夹兵部子装卸工作台的空位处后,工作台转180°,坯件随行夹具移向加工工位,进行加工。同时操作者卸下成品,装上待加工坯件。