数控机床高速加工发展现状和发展趋势
发布者:卓东机械 发布时间:2011/2/16 18:44:39
高速加工(High Speed Machining,HSM)的特征主要是集三高――高速度、高精度、高刚度于一身,既要求数控冲床有极高的主轴速度,且要求有很高的进给速度和加速度,进给速度一般大于30m/min,加速度达到Ig (9.8m/s2).且随着高新技术的提高高速加工的各项参数都向着高速化方向发展。NC机高速化发展历程见表1.1。
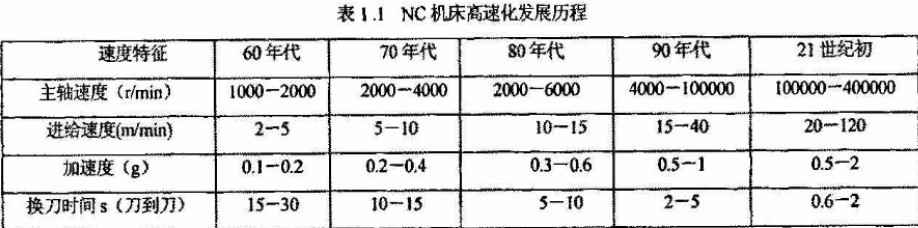
表1.1 NC机床高速化发展历程速加工机床的公司主要有:美国Cincinnati公司、JOBS公司,法国ForestLine公司,德国ChironWerke公司,日本MAZAK公司等。表1.1所示为目前国际上提供高速加工中心和NC机床设备的主要厂商以及代表性产品主要技术性能指标对比表。
表1.2列出了40号刀柄的中型加工中心主要技术指标。对数控转塔冲床而言,现在欧美高档数控冲床加工精度能达到IT5.主轴转速达8000r/min以上,拖板移动速度达到20nVmin以上,且配有专门支持高速加工的编程与仿真软件,形成一个完整的高速加工制造体系。如德国SPINNERTC公司生产的超精密SB/PD/UP系列数控车床最高转速达8000r/min,重复定位精度0.1um,工件圆度0.3 pm,可实现镜面车削,可选配第二主轴/C轴/动力刀架。

国内为解决航空、国防等领域中数控加工的综合技术问题也将高速数控加工技术为主要研究内容之一。在2001年北京国际机床展览会(CIMT2001)上,南京四开公司展出的一台x轴采用直线电机宜接驱动的数控车床,现场演示高速加工一种钎具的非圆截面异型螺纹,其刀具更大的加速度可达4-5个g,更大进给速度超过100m/min,成为此次大会一个亮点,受到有关专家的高度评价。
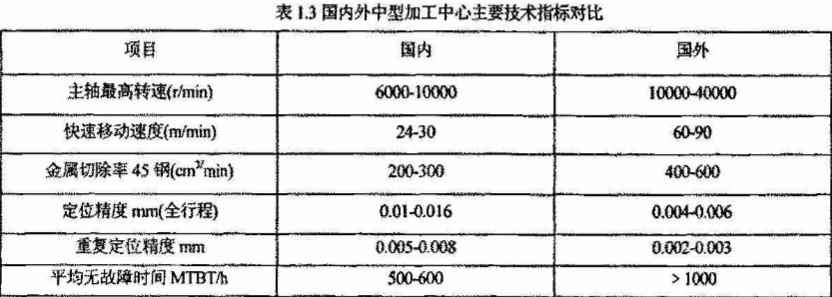
表1.3国内外中型加工中心主要技术指标对比
由表1.2、1.3可知,我国高速加工机床同国外相比还有一定差距,在技术上还处子跟踪阶段,总体水平同国外尚有较大差距,要赶上世界先进水平任重道远。
随着用户对设备柔性、高生产率、多功能、高性能和低费用的迫切需求,促进了数控冲床朝向高效高速化、模块化、高精度、可重构和复合加工结构方向发展,并已成为当前数控机床发展的基本趋势。但高速加工技术也是一项很复杂的技术,提高加工速度和加工定位进给精度是最终的目标之一,应在保证加工精度、加工表面质量及切削刀具的寿命等因素的同时尽量提高加工速度,所以在高速的条件下提高数控机床的定位精度是目前专家和工程师所关心的主要问题之一。

