数控转塔冲床操作面板
发布者:卓东机械 发布时间:2011/5/4 10:31:48
因为数控转塔冲床体积过大,为了操作方便性,一般都设两个操作面板。一个为主操作面板,与数控系统固定在一起,另外一个为副操作面板,固定在X轴的一端。
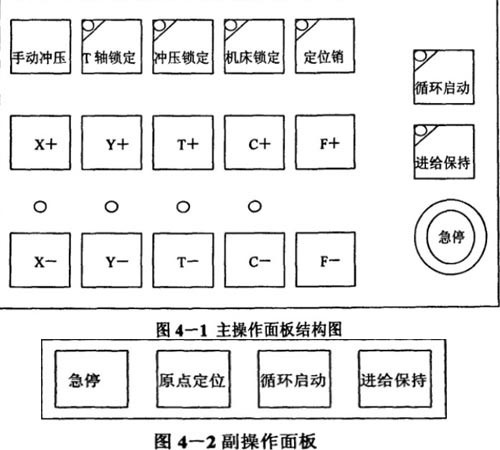
如图4-1所示为我们所设计的主操作面板结构图。其中方框代表按钮,圆圈代表指示灯。手动冲压表示在手动操作状态下,按住手动冲压按钮,主轴进行冲压,松开按钮,主轴停止冲压。图4-1主操作面板结构图T轴锁定、冲压锁定、机床锁定均为提高机床的刚性、加工精度以及安全性考虑。当按一下冲压镇定按钮后,按钮左上角灯亮,表示此时冲头不会进行冲压动作,再次按下冲压锁定按钮后,按钮左上角灯灭,此时可以正常冲压。其它T轴锁定和机床锁定类似。
定位销用于T轴的锁定,按钮左上角灯亮表示定位销入状态,此时T轴锁定,灯灭表示定位销出状态,此时T轴没有锁定。
X+、X―为手动状态下的轴运动按钮。按住X+则X轴向正方向移动,按住X-则X轴向负方向移动。两个按钮之间的指示灯表示X轴是否回到了零位,其中灯亮表示回到了零位。其它Y+、Y-、T+、T-、C+、C-功能类似。
F+、F-表示加工中进给速度的改变,按下F+速度增大,按下F-速度减小,速度大小显示在显示屏上.
循环启动和进给保持在加工过程中经常用到,循环启动表示加工过程的开始或继续,进给保持表示加工过程的暂停。
急停开关作用是在机床发生紧急情况时切断各轴电源。
如图4-2为副操作面板。其中急停、循环启动、进给保持和主操作面板上的功能一样,电路上采用与主操作面板上的对应按钮相并联的方式。原点定位是上板料时起到固定板料原点的作用。按一下原点定位按钮则原点定位销抬起,再图4-2副操作面板。
按一下则原点定位销返回。上料时首先将X、Y轴回到原点,然后按下原点定位按钮将原点定位销抬起,板料的一边紧靠夹钳,另一边紧靠定位销,完成工件定位,接着夹紧夹钳工作,完成工件夹紧.再次按下原点定位按钮,定位销缩回,上料工作完成。