数控机床工作台
发布者:卓东机械 发布时间:2011/5/26 9:19:11
工作台是数控机床伺服进给系统中的执行部件。立式数控机床和卧式数控机床的工作台结构形式是不相同的。回转运动。
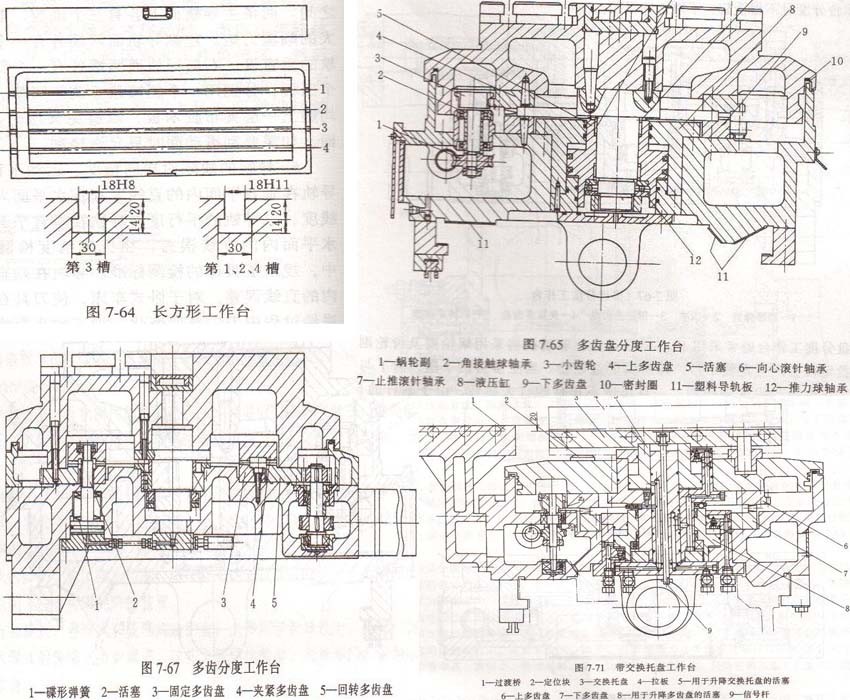
1、分度工作台 图7 65为卧式加工中心多齿盘分度工作台结构。
当需要分度时,液压缸8的下腔进压力油,活塞5抬起工作台,上多齿盘4离开下多齿盘9,而当上多齿盘上到顶时,压下一行程开关,发出开始分度信号。此时伺服电动机启动,经过蜗轮副1和小轴端的小齿轮3,带动上多齿盘4的大齿轮,按规定分度角度回转,转到位以后,发出下降信号,液压缸8的上腔进压力油,工作台下降,上下多齿盘再度啮合,达到准确分度。此时另一行程开关被压下,发出分度完毕信号,机床即可开始加工。
机床分度工作台所以常用多齿分度盘分度方式,是因为多齿盘分度有以下优点:1)分度精度高,精度保持性好;2)重复性好;3)刚性好,承载能力强;4)能自动定心;5)分度机构和驱动机构可以分离。
上图所示分度工作台,系偏小规格加工中心的分度工作台,拉紧力液压缸在工作台中心处拉近,但是因为工作台尺寸较小,工作台面下凹程度不会太多,但是当工作台面较大(例如800mm×800mm以上)时,如果仍然只在台面中心处拉紧,势必增大工作台面下凹量,不易保证台面精度。为了避免这种现象,常把工作台受力点从中央附近移到离多齿盘作用点较近的环形位置上,改善工作台受力状况,有利于台面精度的保证,如图7-66所示。
图7-67中为另一种结搀多齿分度工作台,图中固定多齿盘3固定,回转多齿盘5随工作台回转,通过夹紧多齿盘4定位夹紧。分度时活塞2底部进压力油,克服蝶形弹簧弹力,使夹紧多齿盘4抬起,驱动机构使回转多齿盘5回转一定指令角度,活塞2底部回油,靠碟簧连过括塞杆将夹紧多齿盘4压紧在固定多齿盘3及回转多齿盘5上,实现准确定位。活塞杆一般有6个,沿圆周均布。这种结构的优点是分度工作台分度时不用抬起,不怕工件偏载。
多齿盘分度工作台通常采用PLC简易定位,驱动机构采用蜗轮副及齿轮副,电器定位与多齿盘定位会产生定位干涉,即所谓的过定位。当上多齿盘下落,为了与下齿盘正确啮合,工作台会产生附加扭转,一旦出现不正常的过大扭转,由于蜗杆的自锁作用,会导致驱动元件的损坏。为此许多制造厂家在设计上采用了浮动蜗杆结构,如图7 68所示。
2、数控回转工作台如前所述,多齿盘分度工作台,只能按最小角度的整数倍分度,故即使采用360齿的齿盘,也只能是1。的整数倍数,而且只能在不切削时,方能进行分度。这就便多齿分度盘工作方式受到一定局限。为了实现任意角度分度和在切削过程中转台能够回转(多一个数控坐标),采用了数控回转工作台,简称数控转台,其结构如图7 69所示。
需要分度时,泄去锁紧液压缸上腔的压力油,即可处于松开状态,此时由伺服电动机驱动蜗轮副带动工作台回转,而分度角度位置则由角度位置反馈元件反馈给数控装置。反馈元件通常为圆感应同步器和圆光栅。数控转台的蜗杆传动,采用单头双导程蜗杆传动或者采用平面齿轮圆柱齿轮包络蜗杆传动,也可采用双蜗杆传动。双导程蜗杆左、右齿面的导程不等,因而蜗杆轴向移动,即可改变啮合间隙,实现无间隙传动。平面齿圆柱齿轮包络蜗杆传动,它的接触齿数多,重叠系数大,因而它的承载能力比普通圆柱蜗杆传动副高1~2倍,且传动效率高、磨损小、传动平稳,是比较理想的传动形式,只是它的制造工艺复杂、成本高。
图7-70为双蜗杆传动结构,用两个蜗杆分别实现对蜗轮的正、反向传动。蜗杆2可轴向调整,使两个蜗杆分别与蜗轮的左右齿面接触,尽量消除正反传动间隙。调整垫3、5用于调整一对锥齿轮的啮合和间隙。双蜗杆传动虽然较双导程蜗杆及平面齿圆柱齿轮包络蜗杆传动结构复杂,但普通蜗轮蜗杆制造工艺简单,承载能力比双导程蜗杆大。
3、带交换托盘的多齿分度工作台为了提高加工中心的运转率,在加工中心前面(或侧面),设置二面或多面交换托盘,通过托盘自动交换装置,与主机进行托盘交换。图7-71所示为带交换托盘的多齿分度工作台结构。
图中的过渡桥1是托盘自动交换装置到加工中心主机之间的过渡桥。交换托盘经过过渡桥1,进到主机分度工作台上面,此时由托盘自动交换装置发出交换托盘到位信号,由活塞5拉紧载有交换托盘3的拉板4,使交换托盘被定位块2(共有6个)和两个定位销定位住。此时由信号杆9压一微动开关,发出定位完了信号。与此同时,工件交换的推料杆缩回,至全部缩回后,发出缩回完了信号,机床即可开始加工工件。待工件的一面加工完需要分度时,压力油进到活塞8的下方,抬起活塞8,使分度转台连同交换托盘一起被抬起,上多齿盘便离开下多齿盘。当抬到顶时,发出抬起完成信号,此时伺服电动机驱动蜗轮副Z1、Z2,再驱动齿轮副Z3、Z4,把工作台转位到所需分度角度,然后活塞8下降,上多齿盘6再度与下多齿盘7啮合,完成准确分度。
4、数控分度头数控分度头是数控冲床和加工中心等常用的附件。它的作用是按照控制装置的信号或指令作回转分度或连续回转进给运动,以使数控机床能完成指定的加工工序。数控分度头一般与数控铣床、立式加工中心配套,用于加工轴,套类工件:数控分度头可以由独立的控制装置控制,也可以通过相宜的接口由主机的数控装置控制。 图7-72所示为FK14160B型数控分度头,其动作原理如下:刹紧液压缸活塞4的后腔(活塞右侧)通人压缩空气后,主轴松开,松开信号由传感嚣6发出。伺服电动机旋转至选定的角度后,刹紧液压缸的话塞4的前腔(活塞左侧)通人压缩空气,刹紧信号由传感器5发出,刹紧完毕后,主机发信号,开始切削加工。当工作台完成一个工作循环后,工作台返回零位,零位信号传感器8发出零位到位信号。