数控冲床刀库
发布者:卓东机械 发布时间:2011/6/23 13:49:15
数控冲床刀库是用来存储加工刀具及辅助工具的地方。由于多数加工中心的取送刀位置都是在刀库中的某一固定刀位,因此刀库还需要有使刀具运动及定位的机构来保证换刀的可靠。其动力可采用电动机或伺服电动机,如果需要的话,还要有减速机构。刀具的定位机构是用来保证要更换的每一把刀具和刀套都能准确地停在换刀位置上。其控制部分可以采用简易位置控制器或类似半闭环进给系统的伺服位置控制,也可以采用电气和机械相结合的定位方式,一般要求综合定位精度达到0.1-0,5mrn即可。
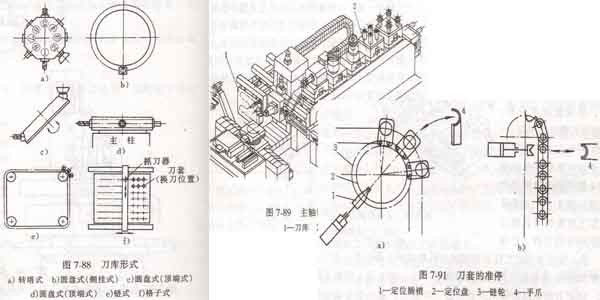
1、刀库类型刀库的种类很多,图7-88所示仅是其中典型的几种。
(1)按刀库的结构形式分类 刀库可分为:圆盘式刀库、链式刀库,箱格式刀库。
圆盘式刀库,结构简单,应用较多,但由于刀具环形排列,空间利用率低,因此出现将刀具在盘中采用双环或多环排列,以增加空间利用率。
但这样一来使刀库的外径扩大,转动惯量也很大,选刀时间也较长。因此,圆盘式刀库一般用于刀具容量较小的刀库。
链式刀库。结构紧凑,刀库容量较大,链的形状可以根据数控冲床的布局配置成各种形状,也可将换刀位突出以利换刀。当链式刀库必须增加刀具容量时,只需增加链条的长度,在一定范围内,无需变更线速度及惯量。一般刀具数量在30-120把时,都采用链式刀库。
箱格式刀库,结构简单。有线型和箱型二种。线型的刀库一般用于无机械手换刀装置;箱型刀库一般容量比较大,往往用于加工单元式加工中心。
(2)按设置部位不同可以分为:顶置式,侧置式,悬挂式和落地式等多种类型。
(3)按交换刀具还是主轴箱分类
可分为:普通刀库(简称刀库)和主轴箱库(如图7-89所示)二种。
2、刀库的容量 刀库的容量首先要考虑加工工艺的需要。例如,立式加工中心的主要工艺为钻、铣。统计了15000种工件,按成组技术分析,各种加工所必需的刀具数的结果是:4把铣月可完成工件95%左右的铣削工艺,10把孔加工刀具可完成70%的钻削工艺,因此,L4把刀的容量就可完成70%以上的工件钻铣工艺。如果从完成工件的全部加工所需的刀具数目统计,所得结果是80%的工件(中等尺寸,复杂程度一般)完成全部加工任务所需的刀具数在四十种以下。所以一般的中、小型立式加工中心配有14~30把刀具的刀库就能够满足70%~95%的工件加工需要。
3、刀库的选刀方式现代加工中心刀库数控系统,根据最初输入的刀套号与刀具号。准确地调用所需刀具。已不用刀套编号或者刀具编码方式,而是由跟踪记忆刀套与刀具的对应号,并按程序指令
目前使用的刀库的选刀方式,有如下两种。
(1)刀套号与刀具号随机变换方式这是目前用的最普遍的方式。在第一次给刀库装刀时,告诉控制系统刀座号和在该刀套上的刀具号的对应关系,那么控制系统就记住这个对应关系,而以后该刀具在使用中,不一定送还到原来的刀套上,但是控制系统仍能记住该刀具号所在的新刀套号。这种方式有利于缩短换刀、选刀时间。由于这种方式经常改变刀具号与刀套的对应关系,所以在重新启动机床时,必须使刀库回零,校验-下显示器上显示的内容与实际刀具插存情况。
(2)刀具号与刀座号固定对应方式在这种选刀方式中,插在刀套上的刀具,使用后仍送还到原来的刀套上,亦即刀具号与刀套号的对应关系始终不变。这种方式的好处在于,易于掌握刀具情况,一看刀套后就能知道是什么样的刀具。另一好处是可以安放大直径刀具,只要有意选择相邻刀套上无刀即可。正是这种方便性,根据有些用户的要求,至今仍有采用这种选刀方式的。但是,这种方式因为用完的刀具必须送还给原来的刀套上,才能移动下一个要用的刀具到换刀位置,也因此势必会增加换刀时间。
刀库选刀方式一般采用“近路”移动原则。就是说,无论上述那种选刀方式,根据程序指令,把下工序要用的刀具移到换刀位置时,都向小于刀库半圈的方向移动,以节省选刀时间。